





































")
")


")
")





Allergen Management in the Food Industry edited by Joyce I. Boye and Samuel Benrejer-Godefroy
Table of Contents
PART I FOOD ALLERGY AND THE CONSUMER
1 Immune-Mediated Adverse Reactions to Dietary Proteins
Olga M. Pulido
2 Protecting Food-Allergic Consumers: Managing Allergens Across the Food Supply Chain
Sandra Kerbach, Anton J. Alldrick, Rene W.R. Crevel, Lilla Dömötör, Audrey DunnGalvin, E.N. Clare Mills, Sylvia Pfaff, Roland E. Poms, Sandor Tömösközi, and Bert Popping
3 Criteria to Determine Priority Allergens: Tree Nut Allergy Review
Jupiter M. Yeung
4 The Canadian Criteria for the Establishment of New Priority Food Allergens: Evidence for the Inclusion of Mustard and Insuffi cient Evidences for Garlic and Onion as Priority Allergens in Canada
Olga M. Pulido, Zoë Gillespie, and Samuel Benrejeb Godefroy
PART II GENERAL PRINCIPLES FOR ALLERGEN MANAGEMENT AND CONTROL
5 Allergen Management and Control as Part of Agricultural Practices
Vernon D. Burrows
6 Principles and Practices for Allergen Management and Control in Processing
Warren E. Stone and Jupiter M. Yeung
7 Allergen Management and Control in the Foodservice Industry
M. Hazel Gowland
PART III PROCESSING FOODS FREE FROM SPECIFIC ALLERGENS
8 Processing Foods Free from Dairy Proteins
Joyce I. Boye, Sahul H. Rajamohamed, and Michel Britten
9 Processing of Egg-Free Foods
Valéry Dumont and Philippe Delahaut
10 Fish and Shellfi sh Allergens
Angelina O. Danquah, Joyce I. Boye, and Benjamin K. Simpson
11 Processing Foods Without Peanuts and Tree Nuts
Sahul H. Rajamohamed and Joyce I. Boye
12 Processing Gluten-Free Foods
Elke K. Arendt and Maria Helena B. Nunes
13 Processing Foods Without Soybean Ingredients
Joyce I. Boye, Lamia L’Hocine, and Sahul H. Rajamohamed
14 Manufacturing a Biscuit That Does Not Use Milk, Eggs, or Soybeans
Masahiro Shoji and Takahide Obata
PART IV RISK ASSESSMENT AND RISK MANAGEMENT
15 Risk Assessment for Food Allergy
Rene W.R. Crevel
16 The Challenges of Precautionary Labeling
Fiona Fleming, Kirsten Grinter, Kim Leighton, Kevin Norman, Chris Preston, and Maria Said
17 Certifi cation Programs for Foods Labeled as “Free From” Specific Allergens
Christine Dupuis and Ferdinand Tchounkeu
18 Emerging Allergens and the Future
Allaoua Achouri and Joyce I. Boye
19 Managing Risks and Preventing Food Allergy Incidents: A Regulator’s Perspective
Samuel Benrejeb Godefroy, Sheila Dubois, and Sébastien La Vieille
INDEX

Biodiesel Production Department Editor: Kate Torzewski
Chemical Engineering©

Biodiesel can be produced from vegetable oils by three types of reactions: base catalyzed transesterification of the oil; direct acid-catalyzed transesterification of the oil; and conversion of the oil to its fatty acids, and then to biodiesel.
Biodiesel is typically produced by a base-catalyzed reaction (Figure 1). This method of production has several advantages, including the following: low temperature (150˚F) and pressure (20 psi) reaction that requires only standard materials of construction; direct conversion to biodiesel with no intermediate compounds; and high conversion (98%) with minimal side reactions and a low reaction time.
In the chemical reaction for basecatalyzed biodiesel production, vegetable oil is reacted with a short chain alcohol (signified by ROH) in the presence of a catalyst to produce glycerin and biodiesel. The fatty acid chains associated with the oil, which are mostly palmitic, stearic, oleic, and linoleic acids for naturally occurring oils, are represented by R', R'' and R''' (Figure 2).
Production steps
Mixing of alcohol and catalyst.
The catalyst is typically sodium hydroxide (caustic soda) or potassium hydroxide (potash). It is dissolved in the alcohol using a standard agitator or mixer. Methanol or ethanol is commonly used as the alcohol.
Reaction
The mixture of alcohol and catalyst is charged into a closed reaction vessel, and the oil is added.
The reaction mix is kept just above the boiling point of the alcohol, 160°F, to speed up the reaction, although it is sometimes recommend to run the reaction at room temperature. The reaction time can vary from 1–8 h.
Excess alcohol is used to ensure total conversion of the oil to its esters. The amount of water and free fatty acids in the incoming oil must be monitored, because if either level is too high, it can inhibit soap formation and the separation of glycerin downstream.
In the chemical reaction for basecatalyzed biodiesel production, vegetable oil is reacted with a short chain alcohol (signified by ROH) in the presence of a catalyst to produce glycerin and biodiesel. The fatty acid chains associated with the oil, which are mostly palmitic, stearic, oleic, and linoleic acids for naturally occurring oils, are represented by R', R'' and R''' (Figure 2).
Production steps
Mixing of alcohol and catalyst.
The catalyst is typically sodium hydroxide (caustic soda) or potassium hydroxide (potash). It is dissolved in the alcohol using a standard agitator or mixer. Methanol or ethanol is commonly used as the alcohol.
Reaction
The mixture of alcohol and catalyst is charged into a closed reaction vessel, and the oil is added.
The reaction mix is kept just above the boiling point of the alcohol, 160°F, to speed up the reaction, although it is sometimes recommend to run the reaction at room temperature. The reaction time can vary from 1–8 h.
Excess alcohol is used to ensure total conversion of the oil to its esters. The amount of water and free fatty acids in the incoming oil must be monitored, because if either level is too high, it can inhibit soap formation and the separation of glycerin downstream.

Separation
Glycerin and biodiesel are the two main products of reaction, with each containing an amount of unreacted alcohol. Since the glycerin phase is much more dense than biodiesel phase, the two phases can be separated by gravity in a settling vessel, with glycerin simply drawn off the bottom of the settling vessel. Alternatively, a centrifuge can be used to separate the two materials more quickly.
Glycerin neutralization
The separated glycerin contains unused catalyst and soaps, which are neutralized with an acid. Water and alcohol are removed to produce glycerin at 80–88% purity to sell as crude glycerin. Alternatively, glycerin can distilled to 99% purity or higher for selling to the cosmetic and pharmaceutical industries.
Methyl ester wash
After the biodiesel is separated from glycerin, residual catalyst or soaps can be removed with a gentle warm water wash.
Alcohol removal
Unreacted alcohol in both the glycerin and biodiesel phases is removed by flash evaporation or distillation. The recovered alcohol is then reused for mixing with the catalyst. Alcohol removal can occur after the wash and neutralization, as shown in Figure 2 to the right, but it can occur before these steps as well.
Product quality and registration
Prior to use as a commercial fuel in the U.S., the finished biodiesel must be analyzed to ensure it meets ASTM specifications. Additionally, all biodiesel produced must be registered with the U.S. Environmental Protection Agency (Washington, D.C) under 40 CFR Part 79.
References
1. Biodiesel Production & Quality Standards, July, 2008. National Biodiesel Board, www.biodiesel.org/resources/fuelfactsheets
Measurement Error Models, Methods and Applications
by John P. Buonaccorsi

Table of Contents
1 Introduction
2 Misclassification in Estimating a Proportion
3 Misclassification in Two-Way Tables
4 Simple Linear Regression
5 Multiple Linear Regression
6 Measurement Error in Regression: A General Overview
7 Binary Regression
8 Linear Models with Nonadditive Error
9 Nonlinear Regression
10 Error in the Response
11 Mixed/Longitudinal Models
12 Time Series
13 Background Material
Microbiología Alimentaria Parte I por Hector Massaguer

Nos centraremos en la relación de los microorganismos y los alimentos, desde dos puntos de vista. Por un lado veremos los microorganismos como modificadores de los alimentos y por otro los alimentos como vehículos de los microorganismos.
Los microorganismos viven con una única idea, reproducirse y autoperpetuarse. Para poder hacer esto necesitarán nutrientes. Uno de los sitios de donde extraerán estos nutrientes es de los alimentos. Para que esto no ocurra, deberemos tratar de conservar los alimentos.Además, se ha de tener en cuenta que actualmente la demanda de productos frescos se incrementa.
A nivel de transformación no existen muchas normas, pero a nivel de vehiculización sí que se han de cumplir una serie de estrictos criterios microbiológicos. Muchos alimentos pueden ser contaminados. De hecho, casi todos los alimentos están ya contaminados. En un ser humano hay 1013 células eucariotas, pero tenemos 1014 células procariotas de pasajeras.
Desde el punto de vista típicamente antropocéntrico tan solo nos interesan aquellas bacterias que puedan ser alterantes o bien patógenas. Cada alimento será afectado principalmente por algunos tipos de microorganismos. Los alimentos se contaminan, lo que es un hecho casi inevitable. Estos organismos contaminantes vendrán del suelo, de plantas, de agua, de utensilios, del tracto intestinal, de la piel, de animales, del aire....
Se ha de ser muy cuidadoso en la manipulación, un campo extremadamente regulado, ya que es donde se producirán las contaminaciones, y habrá que evitar añadir patógenos adicionales a los que ya pueda llevar el alimento. Los propios manipuladores pueden ser inconscientemente portadores de la enfermedad. De hecho, el 50% puede ser portador de S.aureus. Además, dado que están expuestos a un mayor número de vectores de transmisión implicará un mayor riesgo de que se conviertan en portadores.
En teoría, en la superficie del animal no debería haber ningún organismo cuando se le quite la piel. En la práctica sí que habrá organismos, entre 104 y 106. Otro de los grandes peligros estará en la eliminación del tracto gastro-intestinal. Un factor de riesgo que se debe controlar especialmente son los piensos, ya que en estos pueden ser transportados patógenos de un grupo animal a otro.
La instauración de la normativa ISO 9000 ha tenido un efecto dominó en la industria, ya que un distribuidor que la cumpla deberá exigirla a sus proveedores, estos a los mataderos, a los productores y finalmente a los productores de piensos, en el caso del ganado.
Alteración de alimentos
La determinación de cuándo un producto está alterado y no es apto para el consumo depende básicamente del consumidor, de si está dispuesto a consumirlo o no. Los alimentos se alteran debido a:
Se ha de ser muy cuidadoso en la manipulación, un campo extremadamente regulado, ya que es donde se producirán las contaminaciones, y habrá que evitar añadir patógenos adicionales a los que ya pueda llevar el alimento. Los propios manipuladores pueden ser inconscientemente portadores de la enfermedad. De hecho, el 50% puede ser portador de S.aureus. Además, dado que están expuestos a un mayor número de vectores de transmisión implicará un mayor riesgo de que se conviertan en portadores.
En teoría, en la superficie del animal no debería haber ningún organismo cuando se le quite la piel. En la práctica sí que habrá organismos, entre 104 y 106. Otro de los grandes peligros estará en la eliminación del tracto gastro-intestinal. Un factor de riesgo que se debe controlar especialmente son los piensos, ya que en estos pueden ser transportados patógenos de un grupo animal a otro.
La instauración de la normativa ISO 9000 ha tenido un efecto dominó en la industria, ya que un distribuidor que la cumpla deberá exigirla a sus proveedores, estos a los mataderos, a los productores y finalmente a los productores de piensos, en el caso del ganado.
Alteración de alimentos
La determinación de cuándo un producto está alterado y no es apto para el consumo depende básicamente del consumidor, de si está dispuesto a consumirlo o no. Los alimentos se alteran debido a:
- Crecimiento de los microorganismos. Los microorganismos ven el alimento como una fuente de carbono para crecer y como tal lo aprovechan.
- Los mismos alimentos pueden tener enzimas propios que los alteren.
- Pueden darse casos de reactividad química espontánea como oxidaciones,...
- Los insectos y los roedores pueden alterar también los alimentos.
- Las manipulaciones industriales pueden tener efectos alterantes en los alimentos.
Los alimentos se pueden clasificar en 3 grandes grupos:
- Estables o no perecederos. Están en este grupo legumbres, harinas,... Con unos cuidados mínimos se mantendrán bien
- Semi – perecederos. Con el cuidado adecuado se pueden mantener un cierto tiempo. Es el caso de las patatas, pan...
- Perecederos. Son la inmensa mayoría de los alimentos. Si no se va con mucho cuidado se degradan fácilmente
Existen una serie de factores que intervienen en la selección de los organismos y en la alteración de los alimentos.
- Factores intrínsecos. Características físicas, químicas y biológicas del alimento.
- Condiciones medioambientales en las que se encuentra el organismo durante la conservación.
- Los procesos industriales que se realizan con el alimento
- Las interacciones microbianas, ya sean antagonismos o sinergismos.

Knowledge Management Tools and Techniques Practitioners and Experts Evaluate KM Solutions
edited by Madanmohan Rao
Table of Contents
1. Overview: The Social Life of KM Tools
Madanmohan Rao
Part I
2. Knowledge Management at Accenture
Svenja Falk
3. Building a Knowledge-sharing Network: Plan, Design, Execute . . . Reap?
Farida Hasanali
4. Power to the People: Supporting Collaborative Behaviors for KM with Online Conferencing Technology
Beat Knechtli
5. A Work in Progress: The Phoenix K-Ecosystem at Cable & Wireless
Tharun Kumar
6. Schemes and Tools for Social Capital Measurement as a Proxy for Intellectual Capital Measures
Laurence Lock Lee
7. Knowledge Management in Practice: Making Technology Work at DaimlerChrysler
Gopika Kannan, Wilfried Aulbur, and Roland Haas
8. Ready for Take-off: Knowledge Management Infrastructure at easyJet
Ben Goodson
9. Building and Sustaining Communities of Practice at Ericsson Research Canada
Anders Hemre
10. Success at Ernst & Young’s Center for Business Knowledge: Online Collaboration Tools, Knowledge Managers, and a Cooperative Culture
James Dellow
11. Knowledge Management Processes and Tools at Ford Motor Company
Stan Kwiecien
12. The Knowledge Assessment Program for Visualizing the Knowledge Dynamics of Organizations
Takahiko Nomura
13. Hewlett-Packard: Making Sense of Knowledge Management
Bipin Junnarkar and Joan Levers
14. Knowledge Networking on a National Scale: A New Zealand Case Study
Paul Spence
15. Technology Applications of Communities of Practice: The Nursing Leadership Academy on Palliative and End of Life Care
Cynda H. Rushton and Susan S. Hanley
Hemant Manohar
16. KPMG: Leveraging KM Tools for Practice Areas and Clients
17. Inter-organizational KM: The Experiences of Australia’s National Office of the Information Economy
Luke Naismith
18. Knowledge Strategy in Small Organizations: The Office of Small Business, Australia
Christena Singh
19. A Day in the Life of a Rolls-Royce Knowledge Manager
Darius Baria
20. Creativity, the Knowledge Connector
Nel M. Mostert and Hilbert J. Bruins Slot
21. KM Tools in Human Resource Systems at the World Bank: Promoting Empowerment and Knowledge Sharing
Michele Egan
Part II
22. “A Fool with a Tool Is Still a Fool . . .”
Ritendra Banerjee
23. Collaboration Software: Evolution and Revolution
Eric Woods
24. Competitive Intelligence and Knowledge Management: Complementary Partners, Reinforcing Tools
Arik R. Johnson
25. Evolution of Knowledge Portals
Heidi Collins
26. From e-Learning to e-Knowledge
Jon Mason
27. Social Network Analysis in the KM Toolkit
Patti Anklam
28. Self-organization: Taking a Personal Approach to KM
Steve Barth
Part III
29. Tools for Tapping Expertise in Large Organizations
Lynn Qu and Stephen Pao
30. Integrated KM Solutions: The Experience of Entopia
Peter Katz and Manfred Lugmayr
31. Effective Knowledge Management for Professional Services
Dan Carmel
32. Leveraging Content in Enterprise Knowledge Processes
Ramana Rao
33. Structured Knowledge: The Key to Optimal Contact Center Efficiency
Kent F. Heyman
8 Areas de la Calidad Total 26 Categorías agrupadas en Áreas
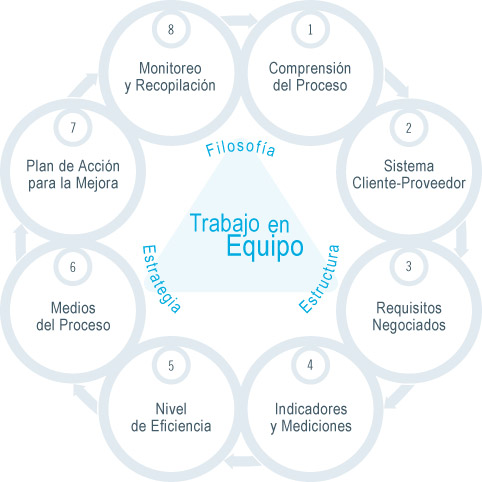
Una vez desarrollada una definición para cada una de las 26 categorías en que se clasifica el conocimiento aportado por los autores de Calidad Total, éstas se pueden agrupar en ocho áreas
1.- Liderazgo: 1) Compromiso de alta administración - liderazgo, 10) Procedimiento del programa de calidad, 11) Crecimiento con rentabilidad económica, 18) Constancia y planeación para la competitividad, 25) Misión y visión
2.- Planeación Estratégica: 13) Planeación estratégica, 15) Enfoque total de sistemas, 17) Políticas de calidad
3.- Posicionamiento de Mercado: 12) Necesidad del consumidor
4.- Sistema Humano: 6) Educación y capacitación, 14) Cultura de calidad
5.- Sistema Operacional: 7) Metas de mejoramiento, 9) Recompensas y reconocimiento, 16) Información / comunicación, 19) Métodos de supervisión, 20) Interacción entre departamentos, 21) Planeación del proceso, 24) Diseño del producto;
6.- Control de Proveedores: 22) Control de proveedores;
7.- Mejoramiento de la Calidad: 2) Trabajo en equipo, 3) Medición de la calidad, 4) Corrección de problemas, 5) Comité de calidad, 23) Auditorías al sistema de calidad, y
8.- Control del Proceso: 8) Prevención de defectos, 26) Control del proceso.
2.- Planeación Estratégica: 13) Planeación estratégica, 15) Enfoque total de sistemas, 17) Políticas de calidad
3.- Posicionamiento de Mercado: 12) Necesidad del consumidor
4.- Sistema Humano: 6) Educación y capacitación, 14) Cultura de calidad
5.- Sistema Operacional: 7) Metas de mejoramiento, 9) Recompensas y reconocimiento, 16) Información / comunicación, 19) Métodos de supervisión, 20) Interacción entre departamentos, 21) Planeación del proceso, 24) Diseño del producto;
6.- Control de Proveedores: 22) Control de proveedores;
7.- Mejoramiento de la Calidad: 2) Trabajo en equipo, 3) Medición de la calidad, 4) Corrección de problemas, 5) Comité de calidad, 23) Auditorías al sistema de calidad, y
8.- Control del Proceso: 8) Prevención de defectos, 26) Control del proceso.
Ver también: 1 | 2 | 3


Elementary Principles of Chemical Processes by Richard M. Felder and Ronald W. Rousseau

Table of Contents
PART 1 ENGINEERING PROBLEM ANALYSIS
1. What Some Chemical Engineers Do for a Living
2. Introduction to Engineering Calculations
3. Processes and Process Variables
PART 2 MATERIAL BALANCES
4. Fundamentals of Material Balances
5. Single-Phase Systems
6. Multiphase Systems
PART 3 ENERGY BALANCES
7. Energy and Energy Balances
8. Balances on Nonreactive Processes
9. Balances on Reactive Processes
10. Computer-Aided Balance Calculations
11. Balances on Transient Processes
PART 4 CASE STUDIES
12. Production of Chlorinated Polyvinyl Chloride
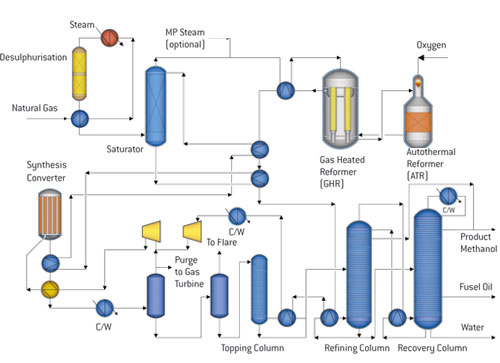
13. Steam Reforming of Natural Gas and Subsequent Synthesis of Methanol
14. Scrubbing of Sulfur Dioxide from Power Plant Stack Gases
Appendix A Computational Techniques
Appendix B Physical Property Tables

Mejora en la Eficiencia Térmica de Calderas de Vapor Revista Industrial y Agrícola de Tucumán (Argentina) - EEAOC

Sterilization Of Food in Retort Pouches by A.G. Abdul Ghani Al-Baali and Mohammed M. Farid

Table of Contents
1. Thermal Sterilization of Food: Historical Review
2. Heat Transfer Principles
3. Principles of Thermal Sterilization
4. Fundamentals of Computational Fluid Dynamics
5. Thermal Sterilization of Food in Cans
6. Theoretical Analysis of Thermal Sterilization of Food in 3-D Pouches
7. Pouch Product Quality
8. Experimental Measurements of Thermal Sterilization of Food in 3-D Pouches
9. A New Computational Technique for the Estimation of Sterilization Time
in Canned Food
Appendixes
Pozos de Petróleo Megaestructuras
National Geographic Channel





Un pozo petrolífero refiere a cualquier perforación del suelo diseñada con el objetivo de hallar y extraer fluido combustible, ya sea petróleo o hidrocarburos gaseosos.
Los pozos petrolíferos más antiguos que se conocen fueron perforados en China en el año 347 e.c.: tenían una profundidad de aproximadamente 250 m y funcionaban mediante brocas fijadas a cañas de bambú.1 El petróleo se quemaba para evaporar salmuera a fin de producir sal. Largos conductos de bambú conectaban los pozos con las salinas. Numerosos registros de la antigua China y Japón incluyen varias alusiones al uso del gas natural para iluminar y cocinar. El petróleo fue conocido como «agua de quemar» en Japón en el Siglo VII.
La industria petrolífera del Medio Oriente se inició alrededor del Siglo VIII, cuando las calles de la reconstruida Bagdad se pavimentaron con alquitrán, derivado de la hulla. En el Siglo IX se explotaban ya campos petrolíferos en la zona lindante con la actual ciudad de Bakú, en Azerbaiyán, para producir nafta. Tales campos fueron descritos por el geógrafo islámico Abu al-Hasan 'Alī al-Mas'ūdī en el Siglo X, y por Marco Polo en el Siglo XIII, quien estimó que la producción de los pozos era equivalente a la carga de cientos de navíos.
El petróleo fue destilado por el alquimista persa Muhammad ibn Zakarīya Rāzi (Rhazes) en el Siglo IX, produciendo queroseno en alambiques,2 cuyo principal uso era como combustible de lámparas.3 Alquimistas persas y árabes también destilaron petróleo crudo para producir materiales inflamables con propósitos militares. Así, desde Al-Ándalus, la destilación llegó a estar disponible en el occidente de Europa hacia el siglo XII.4
Los primeros pozos petroleros se perforaban mediante percusión, martillando una herramienta sujeta a un cable. Poco tiempo después las herramientas de cables fueron substituidas por la perforación rotatoria, que permitía perforar a mayor profundidad y en menor tiempo. En 1983 se alcanzó un récord en el pozo Kola Borehole al norte de Rusia, que alcanzó 12.262 m de profundidad, usando un motor de perforación no rotatoria en el fango.
Hasta 1970 la mayoría de los pozos petroleros se perforaban verticalmente (aunque la diferente litología y las imperfecciones mecánicas causaban que la mayoría de los pozos se desviaran, por lo menos levemente de la vertical). Sin embargo, las tecnologías modernas de perforación direccional permiten perforar pozos marcadamente oblicuos y hasta con tramos horizontales, los que pueden llegar a gran profundidad. Esta posibilidad es importante ya que los yacimientos en rocas que contienen hidrocarburos son normalmente horizontales o semihorizontales, por lo que un pozo taladrado horizontalmente logra una mayor superficie en producción que uno hecho verticalmente, lo que implica una mayor productividad. El uso de la perforación desviada u horizontal también ha permitido alcanzar depósitos a kilómetros o millas de distancia de la perforación y ha hecho posible la explotación de yacimientos de hidrocarburos situados debajo de sitios en los cuales es muy difícil colocar una plataforma de perforación o bajo áreas ambientalmente sensibles, urbanizadas o pobladas.
La industria petrolífera del Medio Oriente se inició alrededor del Siglo VIII, cuando las calles de la reconstruida Bagdad se pavimentaron con alquitrán, derivado de la hulla. En el Siglo IX se explotaban ya campos petrolíferos en la zona lindante con la actual ciudad de Bakú, en Azerbaiyán, para producir nafta. Tales campos fueron descritos por el geógrafo islámico Abu al-Hasan 'Alī al-Mas'ūdī en el Siglo X, y por Marco Polo en el Siglo XIII, quien estimó que la producción de los pozos era equivalente a la carga de cientos de navíos.
El petróleo fue destilado por el alquimista persa Muhammad ibn Zakarīya Rāzi (Rhazes) en el Siglo IX, produciendo queroseno en alambiques,2 cuyo principal uso era como combustible de lámparas.3 Alquimistas persas y árabes también destilaron petróleo crudo para producir materiales inflamables con propósitos militares. Así, desde Al-Ándalus, la destilación llegó a estar disponible en el occidente de Europa hacia el siglo XII.4
Los primeros pozos petroleros se perforaban mediante percusión, martillando una herramienta sujeta a un cable. Poco tiempo después las herramientas de cables fueron substituidas por la perforación rotatoria, que permitía perforar a mayor profundidad y en menor tiempo. En 1983 se alcanzó un récord en el pozo Kola Borehole al norte de Rusia, que alcanzó 12.262 m de profundidad, usando un motor de perforación no rotatoria en el fango.
Hasta 1970 la mayoría de los pozos petroleros se perforaban verticalmente (aunque la diferente litología y las imperfecciones mecánicas causaban que la mayoría de los pozos se desviaran, por lo menos levemente de la vertical). Sin embargo, las tecnologías modernas de perforación direccional permiten perforar pozos marcadamente oblicuos y hasta con tramos horizontales, los que pueden llegar a gran profundidad. Esta posibilidad es importante ya que los yacimientos en rocas que contienen hidrocarburos son normalmente horizontales o semihorizontales, por lo que un pozo taladrado horizontalmente logra una mayor superficie en producción que uno hecho verticalmente, lo que implica una mayor productividad. El uso de la perforación desviada u horizontal también ha permitido alcanzar depósitos a kilómetros o millas de distancia de la perforación y ha hecho posible la explotación de yacimientos de hidrocarburos situados debajo de sitios en los cuales es muy difícil colocar una plataforma de perforación o bajo áreas ambientalmente sensibles, urbanizadas o pobladas.
Fuente: AliensAncient
Balance de Materiales Procedimiento General de Resolución de Problemas
Diseño de Plantas Químicas, MSc. Luis Moncada Albitres
El mejor camino para abordar un problema depende de la información dada; la información requerida viene de los balances y las restricciones que surgen de la naturaleza del problema.
Ningún método general puede darse como el mejor para solucionar todos los problemas posibles. El siguiente procedimiento paso a paso es dado como una ayuda a la solución eficiente de problemas de balance de materiales. La misma propuesta general puede ser útilmente empleada para organizar la solución de un balance de energía y otros problemas de diseño.
Procedimiento:
Paso 1. Dibujar un diagrama de bloques del proceso
Mostrar cada etapa significativa como un bloque, enlazando mediante líneas y flechas para mostrar las conexiones de las corrientes y las direcciones de flujo.
Procedimiento:
Paso 1. Dibujar un diagrama de bloques del proceso
Mostrar cada etapa significativa como un bloque, enlazando mediante líneas y flechas para mostrar las conexiones de las corrientes y las direcciones de flujo.
Paso 2. Listar todos los datos disponibles
Mostrar en el diagrama de bloques los flujos conocidos (o cantidades) y composiciones de las corrientes.
Paso 3. Listar toda la información requerida para el balance
Paso 4. Dividir los límites del sistema
Paso 5. Escribir afuera todas las reacciones químicas involucradas para todos los productos y subproductos
Paso 6. Anotar cualquier otra restricción tales como: composiciones especificadas de las corrientes, azeótropos, equilibrio de fases, componentes de relación, etc
Paso 7. Anotar cualquier flujo y composición de corrientes que pueden aproximarse
Paso 8. Chequear el número de ecuaciones de conservación de la masa (y otras) que pueden ser escritas, y comparar con el número de incógnitas. Decidir que variables serán las variables de diseño. Este paso deberá usarse solamente para problemas complejos.
Paso 9. Decidir la base de cálculo
El orden en el cual se han tomado los pasos puede ser variado de acuerdo a la naturaleza del problema.
Mostrar en el diagrama de bloques los flujos conocidos (o cantidades) y composiciones de las corrientes.
Paso 3. Listar toda la información requerida para el balance
Paso 4. Dividir los límites del sistema
Paso 5. Escribir afuera todas las reacciones químicas involucradas para todos los productos y subproductos
Paso 6. Anotar cualquier otra restricción tales como: composiciones especificadas de las corrientes, azeótropos, equilibrio de fases, componentes de relación, etc
Paso 7. Anotar cualquier flujo y composición de corrientes que pueden aproximarse
Paso 8. Chequear el número de ecuaciones de conservación de la masa (y otras) que pueden ser escritas, y comparar con el número de incógnitas. Decidir que variables serán las variables de diseño. Este paso deberá usarse solamente para problemas complejos.
Paso 9. Decidir la base de cálculo
El orden en el cual se han tomado los pasos puede ser variado de acuerdo a la naturaleza del problema.
Ver también: 1 | 2 | 3 | 4 | 6 | 7
Organics Acids and Food Preservation by Maria M. Theron - J. F. Rykers Lues

Table of Contents
1. Introduction
2. Nature and composition of organic acids
3. Application of organic acids in food preservation
4. Microbial organic acid producers
5. Mechanisms of microbial inhibition
6. Problems associated with organic acid preservation
7. Large-scale organic acid production
8. Resistance to organic acids
9. Acid tolerance
10. Modeling organic acid activity
11. Legislative aspects
12. Incidental and natural organic acid occurence
13. Biopreservation
14. Novel applications for organic acids
15. Detection of organic acids






")
")

Solubility of Water in Benzene Derivatives Solubility and Henry’s Law constants for water in benzene and its derivatives

Medios de Cultivo Bacteriología - Fisiología bacteriana

Los medios de cultivo son una mezcla equilibrada de nutrientes que en concentraciones adecuadas y con condiciones físicas óptimas permiten un buen crecimiento de los microorganismos. Contienen una base mineral; fuente de carbono, nitrógeno y azufre; atmósfera adecuada y los factores de crecimiento necesarios.
Medio sintético: son los medios que contienen una composición química definida cuali y cuantitativamente. Se utilizan para el estudio de requerimientos nutricionales y para obtener resultados reproducibles.
Medio mínimo: son los medios que presentan la minima cantidad de nutrientes capaz de permitir el desarrollo de los microorganismos.
Medio mínimo: son los medios que presentan la minima cantidad de nutrientes capaz de permitir el desarrollo de los microorganismos.
Medio complejo: medios que contienen nutrientes de composición química variable o no establecida. Son mezclas complejas y poco definidas de sustancias. Se forman a partir de extractos animales, vegetales, etc.
Se utilizan cuando se necesita obtener una amplia gama de microorganismos.
Medio enriquecido: medio que tiene un gran exceso de nutrientes y se utiliza para microorganismos que tienen grandes exigencias nutricionales.
No pueden ser selectivos. Agar chocolate, agar cerebro-corazón, etc.
Medio selectivo: medio que sólo permite el crecimiento de un grupo de microorganismos e inhibe el de otros. Permite seleccionar y aislar microorganismos a partir de poblaciones mixtas Agar salado-manitol o Chapman (permite el crecimiento de ciertos Staphilococcus).
Medio diferencial: medio que permite revelar características fisiológicas de los microorganismos. Levine (permite visualizar la fermentación de lactosa por viraje de un indicador ácido-base), Agar sangre (permite visualizar la síntesis de hemolisinas).
Enriquecimiento: Es una técnica que permite el desarrollo de un grupo de microorganismos a partir de una muestra que contiene una gran variedad de microorganismos. Se utiliza un medio selectivo líquido para favorecer la competencia entre los organismos y se incuba bajo determinadas condiciones. Aquellos microorganismos para los que el ambiente sea más favorable crecerán más que los otros y finalmente serán predominantes.
Se utilizan cuando se necesita obtener una amplia gama de microorganismos.
Medio enriquecido: medio que tiene un gran exceso de nutrientes y se utiliza para microorganismos que tienen grandes exigencias nutricionales.
No pueden ser selectivos. Agar chocolate, agar cerebro-corazón, etc.
Medio selectivo: medio que sólo permite el crecimiento de un grupo de microorganismos e inhibe el de otros. Permite seleccionar y aislar microorganismos a partir de poblaciones mixtas Agar salado-manitol o Chapman (permite el crecimiento de ciertos Staphilococcus).
Medio diferencial: medio que permite revelar características fisiológicas de los microorganismos. Levine (permite visualizar la fermentación de lactosa por viraje de un indicador ácido-base), Agar sangre (permite visualizar la síntesis de hemolisinas).
Enriquecimiento: Es una técnica que permite el desarrollo de un grupo de microorganismos a partir de una muestra que contiene una gran variedad de microorganismos. Se utiliza un medio selectivo líquido para favorecer la competencia entre los organismos y se incuba bajo determinadas condiciones. Aquellos microorganismos para los que el ambiente sea más favorable crecerán más que los otros y finalmente serán predominantes.
Para mayor información: http://www.microbiologia.com.ar/
Water and Life The Unique Properties of H2O
edited by Lynden-Bell, Morris, Barrow, Finney and Harper Jr.

Table of Contents
ParT I This Strange Substance Called “Water”
Chapter 1. Is Water an Amniotic Eden or a Corrosive Hell? Emerging Perspectives on the Strangest Fluid in the Universe
Simon Conway Morris and Ard A. Louis
Chapter 2. Water and Life: Friend or Foe?
Felix Franks
Chapter 3. An Introduction to the Properties of Water: Which Might Be Critical to Biological Processes?
John L. Finney
Chapter 4. Water as a Biomolecule
Philip Ball
Chapter 5. Water’s Hydrogen Bond Strength
Martin F. Chaplin
ParT II The Specific Properties of Water—How and Why Water Is Eccentric
Chapter 6. Properties of Liquids Made from Modified Water Models
Ruth M. Lynden-Bell and Pablo G. Debenedetti
Chapter 7. Understanding the Unusual Properties of Water
Giancarlo Franzese and H. Eugene Stanley
Chapter 8. Counterfactual Quantum Chemistry of Water
Wesley D. Allen and Henry F. Schaefer, III
Chapter 9. Properties of Nanoconfined Water
Branka M. Ladanyi
Part III Water in Biochemistry
Chapter 10. Water: Constraining Biological Chemistry and the Origin of Life
Steven A. Benner
Chapter 11. Fine-Tuning and Small Differences between Large Numbers
John L. Finney
Chapter 12. Fine-Tuning Protein Stability
Carlos Warnick Pace, Abbas Razvi, and J. Martin Scholtz
Chapter 13. Water and Information
Thomas C. B. McLeish
Chapter 14. Counterfactual Biomolecular Physics: Protein Folding and Molecular Recognition in Water and Other Fluid Environments
Peter G. Wolynes
Part IV Water, the Solar System, and the Origin of Life
Chapter 15. Sources of Terrestrial and Martian Water
Humberto Campins and Michael J. Drake
Chapter 16. Water: The Tough-Love Parent of Life
Veronica Vaida and Adrian F. Tuck
Chapter 17. What Is the Diversity of Life in the Cosmos?
Peter D. Ward
Chapter 18. The Primordial Bubble: Water, Symmetry-Breaking, and the Origin of Life
Louis Lerman
Chapter 19. Liquids, Biopolymers, and Evolvability: Case Studies in Counterfactual Water- Life
Wilson C. K. Poon
Part V The Human Dimension
Chapter 20. Some Early Responses to the Special Properties of Water
Colin A. Russell
Chapter 21. Lawrence Henderson’s Natural Teleology
Bruce H. Weber
Chapter 22. Water: A Navigable Channel from Science to God?
Alister E. McGrath


Fish Canning Handbook edited by Les Bratt

Table of Contents
1. Legal requirements for producers selling canned fish into Europe
John Hammond
2. Legal requirements for producers selling canned fish into North America
Kenneth Lum
3. HACCP systems for ensuring the food safety of canned fish products
Alan Williams
4. National and international food safety certification schemes
Harriet Simmons
5. Fish quality
Tony Garthwaite
6. Design and operation of frozen cold stores
Stephen J. James and Christian James
7. Packaging formats for heat-sterilised canned fish products
Bev Page
8. Retorting machinery for the manufacture of heat-sterilised fish products
Claude Vincent
9. Management of thermal process
Nick May
10. Principal causes of spoilage in canned fish products
Joy Gaze
11. Commercial sterility and the validation of thermal processes
Geoff Shaw
12. The quality department in a fish cannery
Leila Radi
13. The laboratory in a fish canning factory
Linda Nicolaides and Les Bratt
14. Cleaning and disinfection in the fish canning industry
Peter Littleton
15. The canning factory
Les Bratt





Suscribirse a:
Entradas (Atom)
