











































Microsoft Access 2010 VBA Programming Inside Out
Andrew Couch

Table of Contents
Part 1: VBA Environment and Language
1. Using the VBA Editor and Debugging Code
2. Understanding the VBA Language Structure
3. Understanding the VBA Language Features
Part 2: Access Object Model and Data Access Objects (DAO)
4. Applying the Access Object Model
5. Understanding the Data Access Object Model
Part 3: Working with Forms and Reports
6. Using Forms and Events
7. Using Form Controls and Events
8. Creating Reports and Events
Part 4: Advanced Programming with VBA Classes
9. Adding Functionality with Classes
10. Using Classes and Events
11. Using Classes and Forms
Part 5: External Data and Office Integration
12. Linking Access Tables
13. Integrating Microsoft Office
Part 6: SQL Server and SQL Azure
14. Using SQL Server
15. Upsizing Access to SQL Server
16. Using SQL Azure
Part 7: Application Design
17. Building Applications
18. Using ADO and ADOX


Manejo de la Cosecha de Cañaverales
Afectados por Heladas Recomendaciones EEAOC
Frente a la ocurrencia de las heladas, tanto cañeros como industriales deben realizar los esfuerzos necesarios para reordenar el desarrollo de la zafra, acelerar y optimizar el ritmo de molienda y efectuar un estricto control de la cosecha, transporte y molienda con el propósito de disminuir al máximo las pérdidas de azúcar.
Se debe recordar que cada lote es una situación particular y por lo tanto, nada reemplaza al monitoreo cuidadoso para tomar la decisión más acertada. En este sentido adquiere una significativa importancia adecuar la secuencia de cosecha según el grado de afección de los cañaverales.
En cuanto a los cultivares, se debe considerar su nivel madurativo actual y la tolerancia de los jugos al deterioro posthelada, especialmente orientado a establecer un orden de cosecha.
En las áreas en las que se registraron las heladas de mayor duración e intensidad es conveniente iniciar rápidamente la cosecha de las variedades más sensibles: RA 87-3 y TUCCP 77-42, luego CP 65-357 y LCP 85-384. Dentro de cada caso, se debería priorizar la cosecha de los cañaverales de menor nivel madurativo al momento de las heladas, los de menor producción de caña y/o los que están caídos, ya que de acontecer nuevas heladas, resultarán mucho más afectados.
En cuanto a los cultivares, se debe considerar su nivel madurativo actual y la tolerancia de los jugos al deterioro posthelada, especialmente orientado a establecer un orden de cosecha.
En las áreas en las que se registraron las heladas de mayor duración e intensidad es conveniente iniciar rápidamente la cosecha de las variedades más sensibles: RA 87-3 y TUCCP 77-42, luego CP 65-357 y LCP 85-384. Dentro de cada caso, se debería priorizar la cosecha de los cañaverales de menor nivel madurativo al momento de las heladas, los de menor producción de caña y/o los que están caídos, ya que de acontecer nuevas heladas, resultarán mucho más afectados.
Respecto de la cosecha, resultará fundamental evitar, restringir y controlar al máximo la quema de los cañaverales y reducir el estacionamiento de la materia prima en el campo, durante el transporte y en la fábrica, priorizando la cosecha integral sin quema y con la menor demora posible.
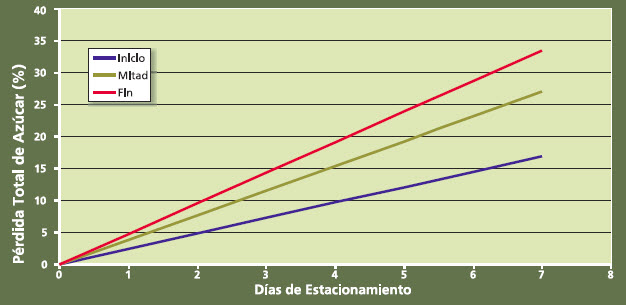
La quema y el estacionamiento postcosecha de la caña afectada por heladas intensifican las pérdidas de azúcar (se dan mayores pérdidas de peso y se acelera el deterioro de la calidad de los tallos), generando pérdidas significativas en la recuperación de sacarosa, las que son de gran magnitud en la cosecha tardía.
Las pérdidas de azúcar que provoca la quema y el estacionamiento de caña helada en las diferentes épocas de la zafra y que derivan de la interacción entre las pérdidas de peso y la disminución del rendimiento fabril se muestran en la Figura 5.
Las tasas de pérdida de azúcar son del 2,4%; 3,8% y 4,5% por día para el inicio, medio y fin de zafra, respectivamente.
Considerando que los mayores efectos negativos de las heladas se verifican en la porción superior de los tallos, por estar más expuesta y ser más sensible al frío, su eliminación mediante un despuntado más exigente, evita el procesamiento de materia prima con altos contenidos de impurezas y sustancias indeseables, componentes que afectan la recuperación fabril de azúcar y generan un producto de baja calidad.
La ejecución de un despuntado más severo en la cosecha de cañaverales afectados por heladas tiene una importancia significativa para mantener la calidad de la materia prima, al favorecer una mayor recuperación de azúcar y minimizar las pérdidas. En general, el despuntado de caña helada puede significar la eliminación de dos a cuatro canutos adicionales al nivel convencional, aunque convendrá ajustarlo en cada situación.
Por lo tanto, al momento de la cosecha conviene recordar los siguientes aspectos:
Fragmento "Manual del Cañero", EEAOC.
La quema y el estacionamiento postcosecha de la caña afectada por heladas intensifican las pérdidas de azúcar (se dan mayores pérdidas de peso y se acelera el deterioro de la calidad de los tallos), generando pérdidas significativas en la recuperación de sacarosa, las que son de gran magnitud en la cosecha tardía.
Las pérdidas de azúcar que provoca la quema y el estacionamiento de caña helada en las diferentes épocas de la zafra y que derivan de la interacción entre las pérdidas de peso y la disminución del rendimiento fabril se muestran en la Figura 5.
Las tasas de pérdida de azúcar son del 2,4%; 3,8% y 4,5% por día para el inicio, medio y fin de zafra, respectivamente.
Considerando que los mayores efectos negativos de las heladas se verifican en la porción superior de los tallos, por estar más expuesta y ser más sensible al frío, su eliminación mediante un despuntado más exigente, evita el procesamiento de materia prima con altos contenidos de impurezas y sustancias indeseables, componentes que afectan la recuperación fabril de azúcar y generan un producto de baja calidad.
La ejecución de un despuntado más severo en la cosecha de cañaverales afectados por heladas tiene una importancia significativa para mantener la calidad de la materia prima, al favorecer una mayor recuperación de azúcar y minimizar las pérdidas. En general, el despuntado de caña helada puede significar la eliminación de dos a cuatro canutos adicionales al nivel convencional, aunque convendrá ajustarlo en cada situación.
Por lo tanto, al momento de la cosecha conviene recordar los siguientes aspectos:
- Revisar el campo y coordinar con el ingenio la cosecha
- Priorizar la cosecha de los lotes más afectados
- No apresurarse, respetar el turno y controlar la cosecha del cañaveral
- Evite que el fuego ingrese a su cañaveral
- Limpiar callejones y alambrados
- Realizar brechas cortafuegos en sus lotes y con los de sus vecinos
- Realizar un despuntado más bajo, eliminando las porciones dañadas
- No estacionar la caña cosechada
- Cada día cosechar únicamente lo asignado por el ingenio, para evitar pérdidas de azúcar por demoras y estacionamiento
- Nunca quemar caña en pie
- Controlar y cuidar la quema en el apilado
- Solo quemar lo que se enviará a fábrica en el día
Fragmento "Manual del Cañero", EEAOC.
Autores
Eduardo R. Romero
Patricia A. Digonzelli
M. Javier Tonatto
Jorge Scandaliaris
Juan Fernández de Ullivarri
Juan A. Giardina
Luis G. P. Alonso
M. Fernanda Leggio Neme
Sergio D. Casen
Pipetas Automáticas Buen uso y cuidado
Buenas Prácticas de Laboratorio

Las pipetas son instrumentos de precisión usados a diario en el trabajo de rutina de laboratorio y a veces en aplicaciones más complejas.
Necesitan ser revisadas y calibradas regularmente para asegurar su funcionamiento en los niveles más altos.
De acuerdo a la norma ISO 8655, se recomienda hacer ajuste, limpieza, sustitución de partes gastadas, mantenimiento y calibración cada 6 meses o al menos 1 vez al año.
Técnicas de buen uso de las pipetas
Lo primero a verificar al inicio del trabajo es que la mesada esté ordenada y los elementos cerca, evitando así tener que salir de un laboratorio a otro a buscarlos en mitad del análisis, es decir que organizar el lugar de trabajo es el primer paso para lograr la máxima eficiencia.
Respecto a la pipeta misma, lo primero es asegurarse que la punta está bien colocada y encaje perfectamente antes de establecer el volumen.
Al setear el volumen de trabajo, el giro debe ser suave y no debe pasarse de los límites superior o inferior, sostener el cuerpo de la micropipeta en una mano y usar la otra mano para girar la rueda. También se puede usar el botón de volumen para ajustar fácilmente con una mano.
Siempre finalice el pipeteado girando el botón superior en sentido horario. Si se produjera un contragiro, éste siempre sería en la misma posición. Al reducir el volumen, gire suavemente la rueda hasta que aparezca en la pantalla el volumen deseado. No se exceda del volumen deseado. Al aumentar el volumen, rote la rueda aproximadamente un tercio de vuelta por sobre el volumen deseado y luego suavemente gírelo hacia el otro lado para disminuir el volumen hasta alcanzar el indicado.
Fases de pipeteado
Preparación
Sostenga el instrumento en una posición casi vertical. Presione el émbolo suavemente hasta la posición más alta primero.
Aspiración
Sumerja unos milímetros la punta de la pipeta en el líquido. Suelte con suavidad el émbolo para que se mueva hacia arriba a la posición de reposo.
Estabilización
Espere un segundo, para que todo el líquido tenga tiempo de moverse hacia arriba en la punta (ver abajo cuadro con tiempos de estabilización por modelos).
Dispensado
Coloque la punta de la pipeta en ángulo contra la pared interior del recipiente receptor. Presione el émbolo suavemente hasta la primera posición.
Purga
Espere un segundo y luego presione el émbolo a la posición de la segunda parada. Este golpe elimina cualquier resto de la muestra de la punta de la pared lateral de deslizamiento hacia arriba por la pared.
Prevención de contaminaciones frecuentes
1) Usar tips esterilizados y con filtro.
2) Esterilizar las partes de la pipeta en contacto con la muestra.
3) Cambiar tips luego de cada muestra.
4) Identificar las pipetas o dedicarlas.
5) No inclinarla demasiado.
6) Mantenerlas limpias en su lugar.

Limpieza de las pipetas
Es de vital importancia este punto de manera de evitar que los contaminantes ingresen a la muestra.
Descontaminación
Se puede realizar a través de 2 procedimientos:
• Autoclavado
"Ningún instrumento de precisión es totalmente autoclavable"
Someter la pipeta entera a 121° durante 20 minutos hace que se pierda su calibración.
Las partes autoclavables de la pipeta son el tip holder, el tip eyector y la rosca de conexión que son las únicas que están en contacto con la muestra.
• Limpieza biológica
Se realiza sin desarmarla y evitando sumergir el contador.
Se debe proceder a sumergir las pipetas en las siguientes soluciones en el orden indicado:
1) En Acido Clorhídrico 10% durante media hora. Así se realiza la llamada "limpieza catiónica".
2) Con Agua destilada durante media hora. Este es el primer enjuague con agua destilada.
3) Con Hipoclorito de Sodio (16.5%) durante media hora. Se produce así la decontaminacion biológica.
4) Luego Agua destilada durante media hora. Segundo enjuague con agua destilada.
5) Se coloca en un Baño Ultrasónico para realizar la limpieza a fondo.
6) Secar en estufa (40 – 50 ºC) aprox. 1 hora.
7) Rearmado y calibración.
Algunas consideraciones importantes

Las pipetas deben ser almacenadas siempre en posición vertical, en el rango de medición máximo y en un área limpia. Guardarlas en el soporte (No en cajones).
Limpiar bien las pipetas cuando se termina de trabajar.
Sólo trabajar entre los rangos máximos y mínimos de cada modelo.
Utilizar tips de calidad construidos en polipropileno puro que asegura un dispensado completo, sin contaminación. Recuerde siempre que la punta está en contacto directo con la muestra y puede contaminar la solución. El uso de filtros en las puntas ejerce también un efecto barrera contra los aerosoles generados durante el pipeteo. Verificar su esterilidad mediante el certificado que deben poseer en el envase.
Cómo calibrar una pipeta según la norma ISO 8655. Método Gravimetrico
Los elementos necesarios son:
• Recipientes adecuados
• Pinzas
• Agua (ISO 3696)
• Balanza de 10-6 (calibrada)
Condiciones Ambientales
Temperatura ambiente y del agua
ISO: 15 – 30 ºC +/- 0.5 ºC
Humedad relativa Ambiente
ISO: Aprox. 50%
Presión atmosférica
ISO: 1013 +/- 25 HPa (+/- 0.5 durante el test)
Determinaciones
1) Determinación de la pérdida de evaporación que ocurre durante un ciclo de pipeteado.

2) Determinación del peso individual de 10 ciclos de pipeteado.
3) Cálculo del peso medio.

4) Cálculo del volumen.

El Factor Z (uL/mg) se utiliza para las correcciones del volumen.
Se obtiene de tablas por medio de la temperatura media del agua y la presión atmosférica promedio.
5) Evaluación de la exactitud (error sistemático).
Se debe a errores de paralaje, uso incorrecto del factor de corrección (Z), pipeta descalibrada o mal ajustada en su rearmado.

6) Error relativo.

7) Evaluación de la precisión (repetibilidad).

8) Error ramdom (pipeteo impreciso).
Se debe principalmente a sellos gastados, pistones corroídos o velocidad de aspiración incorrecta.

Todos estos parámetros deben ser informados en un certificado de calibración que debe exigirse cuando se compra el instrumento.
Consecuencias más comunes por mal uso de las Pipetas (en porcentaje)
• Roturas de tip holder (40%)
• Pistones dañados (30%)
• Perdida / Goteo (15%)
• Descalibración
• Piezas metálicas corroídas
Causas que pueden llevar a esto
• Golpes
• Cambios bruscos en el seteo
• Reparaciones Incorrectas
• Autoclavado incorrecto
• Uso de solventes corrosivos
• Almacenamiento incorrecto
Conclusiones
Recuerde estos parámetros a la hora de seleccionar el instrumento de precisión que utilizará. Tenga presente que es el primer instrumento por el que atraviesa su muestra y un error en este paso provocará una baja en la calidad total del ensayo, pudiendo llegar a conducir a resultados finales parcial o totalmente incorrectos. Esto seguramente influirá negativamente en decisiones posteriores a derivarse de éstos resultados.
Fuentes de este artículo
• Procedimientos operativos standards para Manual Liquid Handling de GILSON S.A.S. (Villiers- le-bel – Francia)
• Laboratorio de Calibraciones y mantenimiento de BIO ESANCO S.A. (Capital Federal Bs. As. Argentina)

Para mayor información:
Bio Esanco SA
Tacuarí 615 (c1071AAM) Buenos Aires
Tel.: (54-11) 5237-1111
Fax: (54-11) 5236-6638
info@bioesanco.com.ar
www.bioesanco.com.ar







Deshidratación Osmótica de Higos (Ficus carica)Aplicación de Vacío
Sandra I. Arreola y Martha E. Rosas

Resumen
Se determinan los coeficientes de difusión efectivos y los coeficientes de transferencia de masa para la humedad perdida y para los sólidos ganados en
el proceso de deshidratación osmótica de higos (Ficus carica), a tres concentraciones de sacarosa en solución (55, 65 y 75%) y dos temperaturas (35 y 45 ºC), bajo vacío constante (aprox. 40 kPa). Se consideró una geometría esférica y estado inestable, así como una cinética de primer orden. Los coeficientes de difusión y de transferencia de materia para agua incrementaron con la temperatura y los valores mayores se obtuvieron para una concentración de 65% de azúcar y 35ºC. La concentración de la solución osmótica y la temperatura influyen considerablemente durante el proceso debido a que un aumento de esta última intensifica la eliminación de agua y la penetración de sacarosa. Además, el vacío contribuye a la apertura de la estructura del higo, disminuyendo el tiempo de proceso. Palabras clave: transferencia de materia, deshidratación osmótica, Ficus carica, higos.
La presión de vacío redujo el tiempo de proceso en la deshidratación osmótica y se obtuvieron coeficientes de difusión mayores en comparación con otros productos deshidratados osmóticamente.
Introducción
El proceso de deshidratación osmótica es frecuentemente aplicado para conservar la calidad y estabilidad de frutas y hortalizas, sin tener pérdidas considerables en compuestos aromáticos; además de que puede ser utilizado como una operación previa en el secado y la liofilización, reduciéndose así los costos energéticos. La deshidratación osmótica de alimentos incluye dos tipos de transferencia de masa: la difusión del agua del alimento a la solución y la difusión de solutos de la solución al alimento. En el primer tipo, la fuerza conductora de la transferencia de masa es la diferencia de presión osmótica, mientras en la segunda es la diferencia de concentraciones (Barbosa-Canovas, 2000).
Es un tratamiento de eliminación parcial de agua, donde se sumerge la materia prima en una solución hipertónica que tiene una alta presión osmótica y baja actividad de agua, siendo la fuerza impulsora para que el agua del alimento se difunda en el medio, originándose así una transferencia de masa desde la región de mayor concentración hacia la de menor concentración (Kaymak y Sultanoglu, 2000). En los productos deshidratados osmóticamente la mayor resistencia a la transferencia de masa se localiza en la membrana celular semipermeable la cual depende de las características y morfología de los productos; y a través de la cual es posible la transferencia de agua, sales, y azúcares naturales (glucosa y fructosa). Las variables de proceso: la concentración de la solución osmótica; el tipo de soluto; la temperatura; la presión; los tiempos de residencia; la geometría y el tipo de tejido han sido estudiadas extensamente, ya que todas tienen una considerable influencia en la velocidad de la transferencia de masa.
El aumento de la temperatura en el sistema va a producir cambios en la permeabilidad de la membrana celular y en la fluidez de la solución osmótica. Cuando se aplica una presión de vacío se favorece el proceso de transferencia de masa ya que permite retirar los gases ocluidos en espacios intracelulares, característicos del tejido parenquimatoso, y ser ocupados por la solución osmótica, incrementando el área disponible para a transferencia de masa. La concentración de la solución afecta a la cinética de la deshidratación, ya que si se mantiene el gradiente de concentraciones, se favorece la velocidad de transferencia (Rastogi et al., 2002).
El vacío acelera el intercambio del soluto hacia la matriz gracias a una forzada y pronta penetración de la solución, esto es mayormente favorable para la extracción del agua, puesto que las moléculas del agua pueden migrar más fácilmente de los poros intercelulares llenados con líquido, llevando a niveles de pérdida de agua más altos. (Jongen Wim, 2002). La transferencia de masa toma lugar en las primeras dos horas del proceso para conseguir la pérdida de agua y en los primeros treinta minutos puede ocurrir la ganancia de sólidos (Gomes et al., 2005). Los agentes osmóticos más utilizados son soluciones hipertónicas de azúcar (sacarosa) y sal (cloruro de sodio), (Chenlo et al., 2006).
Debido a que es muy importante para el proceso el tipo de soluto a utilizar, se eligió emplear sacarosa debido a que por su eficacia, conveniencia y sabor agradable se ha encontrado que es uno de los mejores agentes osmóticos, además se ocupa para frutas principalmente; y también es un inhibidor eficaz de la polifenoloxidasa, evita la pérdida de sabores volátiles y la mayoría de las membranas celulares son permeables a ella (Sharma ,2003). Las frutas tropicales en su conjunto, se encuentran en el quinto puesto de importancia mundial, con una producción total de 46,3 millones de toneladas. El higo se considera una fruta tropical común y es procedente de la cosecha de la higuera.
Normalmente es de tamaño pequeño, de 6.0 a 7.0 cm de largo y de 4.5 a 5.5 cm de diámetro, se presenta en diferentes formas, según la variedad a la que pertenezca: Ovalado u oviforme o también achatado en la base y más ancho que alto en muchas ocasiones. Su piel, según la especie es verde pálido, negra o morada; comestible, pero por lo general, no se consume; consistente y tersa cuando no está maduro y mostrando arrugas y aberturas en el momento en que el fruto se encuentra en perfecto estado de consumo. La pulpa, blanquecina, rosa pálido o morada esconde cientos de granos diminutos que no estorban al ser comido el fruto. Los higos frescos son una mercancía sumamente delicada y perecedera; son muy ricos en azúcares, proteínas, fibras, minerales sobre todo calcio, fósforo y hierro (Sánchez, 2004).
Materiales y Métodos
Los higos fueron adquiridos en un supermercado local, provenientes del Estado de Veracruz, en un estado de madurez comercial, y fueron por el método 934.06 del AOAC (1990), siendo del 86.8% en base húmeda. El proceso de deshidratación osmótica se llevo a cabo en una cámara cilíndrica de vidrio diseñada para este propósito, aplicando un vacío constante, colocada sobre una parilla eléctrica para mantener la temperatura.
Se prepararon 1850 ml de solución osmótica de sacarosa para cada concentración (55, 65 y 75%) y se introdujeron 100 g de muestra aproximadamente. Para cada combinación de temperatura (35 y 45º C) y concentración de la solución osmótica los higos se pesaron cada 10 minutos, hasta el término del tiempo de proceso que fue de 100 min, en una balanza digital OHAUS modelo As200, retirándoles previamente el exceso de solución osmótica con una toalla absorbente. La humedad se les determinó por el método 934.06 del AOAC (1990); la concentración en grados Brix se verificó por medio de un refractómetro digital Leica modelo AR200. Los coeficientes de difusión efectiva se obtuvieron de la solución analítica a la segunda ley de Fick, para la geometría de esfera y en estado inestable, considerando difusión constante en el proceso, humedad inicial uniforme y difusión radial (Crank, 1975):

donde: MR y SR son las proporciones de humedad y de solutos respectivamente; los subíndices 0 y ∞ representan las concentraciones iniciales, en equilibrio y a cualquier tiempo; Dew y Des son los coeficientes de difusión efectiva (m2/s) de agua y solutos respectivamente. Para tiempos largos, las ecuaciones 1 y 2 fueron ajustadas para el cálculo de la difusión efectiva:

Para la transferencia de masa aproximada al equilibrio, se consideró una cinética de primer orden, donde los coeficientes fueron calculados de la siguiente manera (Rastogi y Raghavarao, 2002 y 2004; Pan et al.,2003):

El diseño experimental fue un factorial 2x3, con tres réplicas en cada tratamiento, obteniendo como el factor de mayor influencia, tanto en la pérdida de humedad como en la ganancia de sólidos, a la temperatura. Cada experimento se llevó a cabo por triplicado, los comportamientos promedio fueron ajustados estadísticamente por intervalos de confianza al 95%.
Resultados y Discusión
La variación en el contenido de humedad y de sólidos con respecto al tiempo de inmersión se presenta en las figuras 1 y 2, donde se observa que la velocidad de pérdida de agua se incrementa conforme se incrementa la concentración de la solución osmótica y la temperatura.
De la variación en el contenido de humedad y sólidos con respecto al tiempo, se obtuvo la velocidad de cambio del contenido de humedad (-dm/dt) y del contenido de sólidos (ds/dt) en función de los contenidos promedio de humedad y sólidos, respectivamente, para inferir los contenidos en equilibrio (M∞, S∞), así como para obtener los coeficientes de transferencia de masa (Kw, Ks) que se muestran en la tabla 1.

Puede notarse que a la concentración de 55% de sacarosa y 35º C, la diferencia de concentraciones tiene mayor influencia en la transferencia de agua, debido quizá a la menor viscosidad de la solución osmótica que impregna masivamente al producto, resultando en una ganancia de agua, debido a la dificultad de los solutos para penetrar en la fruta. Conforme aumenta la concentración de sacarosa, se puede observar que aumenta la presión osmótica de la solución y con esto la pérdida de agua, es decir, prevalece la deshidratación, aunque la velocidad de transferencia de sólidos sigue siendo menor.

Para 45º C, la velocidad de transferencia de agua disminuye conforme aumenta la concentración. Dado el aumento en la viscosidad de la solución, no se favorece su salida de la fruta. Esto puede corroborarse también por los valores en equilibrio, donde el menor contenido de humedad se obtiene a la menor concentración, así como la mayor ganancia de sólidos. Por otro lado, a pesar de que la aplicación de vacío contribuye a la apertura de la estructura del higo y la penetración de sólidos, los cuales llegan a acumularse en los espacios intercelulares, puede llegarse a una concentración tal que se presente la saturación de la misma, bajando la velocidad de transferencia.

En la tabla 2 se presentan los coeficientes de difusión para agua y sólidos (Dew y Des), calculados a partir de la linealización de las ecuaciones 3 y 4. Se pueden observar los mismos efectos de la temperatura y la concentración de sacarosa durante el proceso de deshidratación osmótica, de manera que los valores mayores, para ambos coeficientes, se tienen en una concentración de 75% de sacarosa y 35ºC, en donde la diferencia en la presión osmótica, la viscosidad de la solución y la presión de vacío se combinan de tal manera que permiten la mejor deshidratación del higo.

Con el coeficiente de difusión se puede observar la menor rapidez en el transporte de solutos a 55% de sólidos en solución y 45ºC, donde la diferencia de concentraciones es la principal fuerza motriz de la transferencia.
Y al aumentar la concentración, la presión osmótica favorece la difusión del agua hacia la solución, por lo que se tienen mayores coeficientes efectivos de agua que de solutos. Por otra parte varios autores coinciden en que las comparaciones de difusividad del agua como de sólidos durante el proceso de deshidratación son difíciles debido a los diferentes métodos y modelos empleados para estimar la difusividad, pero lo más importante son las diferencias en la variación, en la composición y sobre todo en la estructura de los diferentes alimentos empleados.
(Cardoso,2007; Singh, 2006).
Conclusiones
La influencia de la concentración y la temperatura de la solución osmótica en el proceso de deshidratación osmótica son muy importantes, aunque se puede decir que la variación en los valores de los coeficientes dependen también de los cambios en las propiedades del alimento por la aplicación del vacío y el cambio en temperaturas (Kaymak y Sultanoglu, 2000). La presión de vacío redujo el tiempo de proceso en la deshidratación osmótica y se obtuvieron coeficientes de difusión mayores en comparación con otros productos deshidratados osmóticamente, así como para los higos deshidratados por aire caliente (Rastogi y Raghavarao, 2004; Babalis y Belessiotis, 2004). Aunque en general el aumento en la concentración de la solución y temperatura favorece la transferencia de masa, el cambio en las características estructurales del producto bajo proceso son determinantes para las velocidades de deshidratación que puedan obtenerse.
Nomenclatura
Dew Coeficiente de difusión efectivo para la humedad (m2/s)
Des Coeficiente de difusión efectivo para los sólidos (m2/s)
Kw Coeficiente de transferencia de masa para la humedad (h-1)
Ks Coeficiente de transferencia de masa para los sólidos (h-1)
R Radio del higo (m)
Mo, MT, M∞ Concentración de humedad inicial, al tiempo t y en el equilibrio (kg agua/ kg sólido seco)
So, ST, S∞ Concentración de sólidos inicial, al tiempo t y en el equilibrio (kg /kg sólido seco)
to, tT, t∞ Tiempo, tiempo inicial y tiempo en el equilibrio (s) -dm/dt Variación del contenido de humedad con respecto al tiempo ds/dt Variación del contenido de sólidos con respecto al tiempo
MR Proporción de humedad
MS Proporción de solutos
Fuente:
ARREOLA, Sandra I y ROSAS, Martha E.
Facultad de Estudios Superiores Cuautitlán, UNAM, Estado de México, México.
Aplicación de Vacío en la Deshidratación Osmótica de Higos (ficus carica). Inf. tecnol., 2007, vol.18, no.2, p.43-48
Facultad de Estudios Superiores Cuautitlán, UNAM, Estado de México, México.
Aplicación de Vacío en la Deshidratación Osmótica de Higos (ficus carica). Inf. tecnol., 2007, vol.18, no.2, p.43-48

Fundamentals of Fluid Mechanics Munson - Young - Okiishi - Huebsch

Table of Contents
1. Introduction
2. Fluid Statics
3. Elementary Fluid Dynamics. The Bernoulli Equation
4. Fluid Kinematics
5. Finite Control Volume Analysis
6. Differential Analysis of Fluid Flow
7. Dimensional Analysis, Similitude and Modeling
8. Viscous Flow in Pipes
9. Flow Over Immersed Bodies
10. Open Channel Flow
11. Compressible Flow
12. Turbomachines

Análisis de Residuos de Antibióticos Microbiología Alimentaria - Parte VIII
Hector Massaguer

Uno de los análisis más importantes que se hacen en la industria alimentaria pueden ser los análisis de la presencia residual de antibióticos. Debido al sistema ganadero actual, intensivo, actualmente, más del 70% de la veterinaria que se aplica en ese campo son antibióticos.
Se ha de tener en cuenta que los antibióticos pueden ser promotores del crecimiento, en bajas concentraciones. Su uso está autorizado en la UE, pero bajo revisión.
Existen algunos riesgos a tener en cuenta. Por un lado, se pueden producir resistencias, que podrían llegar a pasar al hombre por ingestión. Por otro lado, algunos antibióticos, ya sea en su forma inicial o al ser transformados por el hígado, pueden llegar a ser sustancias tóxicas o cancerígenas. Por todo esto, el uso de antibióticos está muy regulado. Existe un listado de antibióticos autorizados para su uso en ganadería, que normalmente no se usarán en el hombre. Además, las dosis y tiempos de administración están calculados para que en el momento de sacrificar al animal no queden restos del antibiótico en el animal.
El volumen de trabajo es muy grande, por lo que en principio sólo se trabaja con métodos cuantitativos, y en caso de ser positivo ya se harán nuevos tests en los que trataremos de identificar el tipo de antibiótico. Existen 4 métodos básicos:
- 4 Placas: Se usan discos de tejido de unos 8 mm colocados sobre la placa, si se inhibe el crecimiento del organismo hay antibiótico.
- Stop: Se usa una torunda impregnada del animal, haciendo una estría sobre la placa. De nuevo si hay crecimiento, no hay antibiótico.
- Kundrat: Se usan discos de papel impregnados de fluido tisular sobre la placa.
- Técnica del fluido: Se usa líquido tisular en un vial con medio inoculado.
Al final del proceso se deberá hacer un análisis cromatográfico para saber el antibiótico exacto que tenemos. Estos métodos son mejorables, ya que deberíamos conseguir aumentar la sensibilidad de ellos. Además, se ha de tener en cuenta que existen algunos antibióticos que no se detectan por estos métodos, sino que requieren protocolos específicos para ser detectados.
Strategic Supply Management Prof. P. Cousins, Prof. R. Lamming, Dr B. Lawson, Dr B. Squire

Table of Contents
1. The supply challenge
2. The evolution of purchasing and supply management
3. The make–buy decision: a theoretical perspective
4. Sourcing strategies and supply chain configurations
5. Strategic supplier selection
6. Supplier development
7. Supply strategy: the development of the strategic supply wheel
8. Aligning supply with corporate strategy
9. Competency and skills development for strategic supply
10. Organisational structures for supply management
11. Performance measurement
12. Cost–benefit analysis
13. Managing inter-firm relationships
14. Environmental and ethical issues in supply management
15. Involving suppliers in new product development
16. Public and regulated supply management
17. Electronic supply
18. The relevance of commodities
19. Services procurement
20. The future – a trajectory for supply management
Three-Mechanism Grinding Mill achieves finer, more uniform particles

A newly introduced cryogenic grinding mill from Air Products and Chemicals Inc. (Allentown, Pa.; www.airproducts.com/ultrafine) can generate consistent yields of particles between 45 and 250 μm, and in some applications can achieve particle sizes of 10 μm. The ultrafine grinding mill also achieves narrower particle size distributions than conventional impact mills.
Known as the PolarFit ultrafine-grinding mill (diagram), the cryogenic grinder employs a combination of size-reduction strategies — impact, particle attrition and particle-particle collisions — in one machine to reach finer particle sizes and raise yields within a particular size range. “We set out to design a highly flexible machine,” says technology manager Jon Trembley, “and one that both lowers energy input and makes efficient use of liquid nitrogen” (to remove heat generated by the grinding process).
The PolarFit mill has an easily adjustable grinding gap, and is intended for low-maintenance operation.
Before being launched at last month’s PTX Canada tradeshow in Toronto, the PolarFit mill had undergone an internal analysis program, processing 2–3 tons of material at a time while being compared to competing products. The product performed well for various cryogenic size-reduction applications, including plastics, pigments, powder coatings, thermoplastic elastomers, spices and other food products. The PolarFit mill is available with grinding rotors in three standard sizes — 200, 400 and 800 mm, as well as in custom-made sizes.
CHEMICAL ENGINEERING ♦ WWW.CHE.COM ♦ AUGUST 2011
The PolarFit mill has an easily adjustable grinding gap, and is intended for low-maintenance operation.
Before being launched at last month’s PTX Canada tradeshow in Toronto, the PolarFit mill had undergone an internal analysis program, processing 2–3 tons of material at a time while being compared to competing products. The product performed well for various cryogenic size-reduction applications, including plastics, pigments, powder coatings, thermoplastic elastomers, spices and other food products. The PolarFit mill is available with grinding rotors in three standard sizes — 200, 400 and 800 mm, as well as in custom-made sizes.
CHEMICAL ENGINEERING ♦ WWW.CHE.COM ♦ AUGUST 2011



Certificar no significa Asegurar la Calidad IAPC

La Salud a diferencia de lo que muchos creen, no es la ausencia de enfermedad y debe ser entendida como un completo estado de bienestar físico, mental y social
El aporte de alimentos SANOS es fundamental, para evitar enfermarnos por su consumo, pero también para nutrirnos debidamente.
Las enfermedades transmitidas por los alimentos (ETAs) son uno de los problemas de salud pública que se presentan con más frecuencia en la vida cotidiana de la población. Muchas de las enfermedades, tienen su origen en el acto mismo de manipular los alimentos en cualquiera de las etapas de la cadena alimentaria (desde la producción primaria hasta el consumidor).
Además del impacto en la salud pública, la contaminación de los alimentos tiene efectos económicos sobre los establecimientos dedicados a su preparación y venta, en tanto y en cuanto que si se presenta un brote de enfermedad en la población, estos establecimientos pierden confiabilidad que los puede llevar incluso al cierre. Por fortuna, las medidas para reducir la contaminación de los alimentos son muy sencillas y pueden ser aplicadas por quien quiera que los manipule, aprendiendo simples reglas para su manejo higiénico.
Las enfermedades transmitidas por los alimentos (ETAs) son uno de los problemas de salud pública que se presentan con más frecuencia en la vida cotidiana de la población. Muchas de las enfermedades, tienen su origen en el acto mismo de manipular los alimentos en cualquiera de las etapas de la cadena alimentaria (desde la producción primaria hasta el consumidor).
Además del impacto en la salud pública, la contaminación de los alimentos tiene efectos económicos sobre los establecimientos dedicados a su preparación y venta, en tanto y en cuanto que si se presenta un brote de enfermedad en la población, estos establecimientos pierden confiabilidad que los puede llevar incluso al cierre. Por fortuna, las medidas para reducir la contaminación de los alimentos son muy sencillas y pueden ser aplicadas por quien quiera que los manipule, aprendiendo simples reglas para su manejo higiénico.
Además, la implementación de sistemas de calidad diseñados para minimizar los riesgos son de gran utilidad y en especial el denominado "Análisis de Peligros y Puntos Críticos de Control" (HACCP, por sus siglas en inglés). El HACCP es un proceso sistemático preventivo para garantizar la inocuidad de los alimentos, de forma lógica y objetiva.
Es de aplicación en industria alimentaria y en todo tipo de industrias que fabriquen materiales en contacto con los alimentos. En él se identifican, evalúan y previenen todos los riesgos de contaminación de los productos a nivel físico, químico y biológico a lo largo de todos los procesos de la cadena de suministros, estableciendo medidas preventivas y correctivas para su control y tendientes a asegurar la inocuidad.
El marco legal
El Código Alimentario Argentino (CAA) en su Capítulo II fija las condiciones generales para el funcionamiento de todos los establecimientos que elaboran alimentos (empresas, instituciones, comedores, productores, etc.) y los comercios de alimentos (casa de negocio con local, depósitos, que almacenen, fraccionen, expendan, importen o exporten, etc.). El artículo 21 de ese capítulo hace especial mención de la capacitación de los manipuladores de alimentos, y el inciso d) del mencionado artículo indica que de acuerdo a lo establecido en la Resolución Nº 587/97 (Ministerio de Salud y Acción Social), se ha incorporado al Código Alimentario Argentino, la Resolución de Grupo Mercado Común (GMC) 86/96.
Dicha Resolución del GMC especifica efectuar la capacitación primaria del personal involucrado en la manipulación de alimentos, materias primas, utensilios y equipos a través de un curso instructivo. El mismo deberá contar como mínimo con los conocimientos de enfermedades transmitidas por alimentos, conocimiento de medidas higiénico-sanitarias básicas para la manipulación correcta de alimentos; criterios y concientización del riesgo involucrado en el manejo de las materias primas, aditivos, ingredientes, envases, utensilios y equipos durante el proceso de elaboración. Este curso para los Manipuladores de Alimentos, tiene el propósito de brindar conocimiento a cualquier persona que manipula alimentos, pero en especial a los profesionales de este oficio, el conocimiento necesario que les facilite aplicar pautas correctas en su trabajo cotidiano. Por otra parte el manual que el capacitador debe entregar a cada participante que se capacita, es también una fuente de consulta permanente sobre los temas del manejo higiénico de los alimentos. El curso debe ser dictado por profesionales inscriptos en el Registro de Capacitadores de Manipuladores de Alimentos, acreditados ante el Gobierno de la Ciudad de Buenos Aires con entrega de certificados expedidos por la Dirección General de Higiene y Seguridad Alimentaria (Decreto 782-GCBA-2001).
También cuentan con la acreditación otorgada por el Ministerio de Salud de la Provincia de Buenos Aires para otorgar el certificado expedido por dicho Ministerio. Cabe Destacar que a partir del 24 de junio de 2010 todos los trámites relacionados con el Departamento de Capacitación Alimentaria se regirán por los términos de la Disposición N º 1834-DGHYSA/10, Boletín Oficial Nº 3447. Ésta deja sin efecto la Disposición Nº 262-DGHYSA/03, por lo que las presentaciones de capacitaciones en Buenas Prácticas de Manipulación de Alimentos ahora se ajustan a la nueva disposición. El certificado que se extiende es de inscripción al registro de manipulador acreditado ante el Gobierno de la Ciudad de Buenos Aires, y posee una duración de 2 años, a partir de su incorporación al mismo.
De esta disposición se desprende que "La capacitación es obligatoria e independiente de la libreta sanitaria, todos los empleados que trabajen manipulando alimentos deben tener el certificado de manipulador, tenga vencida o no la libreta sanitaria."
Las referencias
Ya en agosto del año 2006 la revista ISALUD mencionaba que de acuerdo a la OMS el 80 % de las enfermedades producidas en seres humanos estaban vinculadas directa o indirectamente con los alimentos. Hacía referencia a que en Argentina la mayoría de estas enfermedades no se declaran a la autoridad sanitaria (solo el 1% llegan a la consulta médica).
Por otra parte mencionaba que en las estadísticas del año 1997 se habían estimado casi 600.000 casos de enfermedades causadas por alimentos (20.000 hospitalizaciones). Los costos en salud se calcularon en 8 millones de dólares. También el artículo arrojaba como cifra de letalidad de las enfermedades causadas por alimentos un valor del 1,5 % y los grupos más susceptibles son los niños, adultos mayores e inmuno deprimidos (lo que significaba aproximadamente unas 6.000 muertes al año).
Estadísticamente el 50 % de las enfermedades transmitidas por alimentos (ETA) se originan por malas prácticas de manipulación de alimentos en el hogar. Según estadísticas del año 2009 publicadas por el Ministerio de Salud de la Nación, se producen 1.300 casos de intoxicaciones por alimentos por mes, es decir 10.400 horas hombres como mínimo perdidas por mes en tareas laborales. Y este dato es solamente en consultas e internaciones en Hospitales de la Provincia de Buenos Aires (Clarín, 15 sep.2009), si calculamos que según la OMS sólo el 15% de los casos de intoxicaciones alimenticias terminan en hospitales, quiere decir que el total real de casos es de 8.700 casos, como mínimo, y de 64.700 horas hombre perdidas.
A este dato se le suman, las internaciones por Salmonelosis y por el Síndrome Urémico Hemolítico, que pasan en conjunto los 60 casos por mes en la Provincia de Buenos Aires. Un gran porcentaje de estos casos se produce en los comedores, las escuelas, los restaurantes y los puestos callejeros. El 14% de los casos, según esta estadística, del Ministerio de Salud de La Nación, pertenece a niños entre 2 a 9 años, disminuyendo los grupos a medida que aumenta la edad.
Es de acuerdo a estos datos, que se hace imprescindible la capacitación en el manejo de los alimentos a las personas encargadas de los comedores tanto en escuelas, como en hospitales, guarderías infantiles y centros comunitarios en general. Además, es en el verano, donde se produce un aumento en las ETAs por el calor y la humedad. Es en la Costa Atlántica donde año tras año el riesgo a contraer estas enfermedades transmisibles por los alimentos aumenta, ya que se produce una migración importante de población, tanto para vacacionar como para brindar servicios. La mayoría de las personas que brindan estos servicios lo harán en actividades que directa o indirectamente manipulan alimentos, de allí que es primordial, la enseñanza de estos cursos y además agregar un curso de transmisión de enfermedades como Síndrome Urémico Hemolítico, Salmonelosis, Triquinosis, y otras, que son el flagelo mayor de la temporada.
En el caso de los países desarrollados, y tomando como ejemplo los Estados Unidos de Norteamérica (al solo efecto de un análisis comparativo simple, pero que permite ilustrar la situación), vemos que en ese país con una población de 150 millones de habitantes, 48 millones de personas (uno de cada seis norteamericanos) son afectados por ETAs. De ellos 128.000 son hospitalizados y 3.000 mueren anualmente. Las estimaciones que se han realizado en nuestro país indican que 1 de cada 2 habitantes sufren una ETA y los casos de muertes por esta causa son de aproximadamente 16.000 al año (casi el doble a las muertes producidas por accidente de tránsito que son aproximadamente unas 9.000 al año).
Situación actual en Argentina
El Instituto Argentino para la Calidad con más de 50 años de trayectoria bregando por la calidad en todos los ámbitos, ha enfocado parte de su actividad a esta temática de la seguridad e inocuidad de los alimentos y ha visitado en los últimos meses a numerosas empresas dedicadas a la alimentación y ha encontrado con sorpresa que gran cantidad de ellas han certificado ISO 9001-2008 e inclusive ISO 22000, sin tener capacitado al personal en los cursos de Manipulación de Alimentos.
Como sabemos y de acuerdo al CAA que en su artículo 18, dice específicamente: "La capacitación teórica y práctica respecto de los principios y las aplicaciones del Sistema HACCP constituyen elementos esenciales para que el mismo sea eficaz. Todas las actividades de capacitación deberán registrarse."
Cabe destacar en este punto que por "deberán registrarse" se trata específicamente de que se lleve un registro de quién se capacitó o quien no en los principios y bases del sistema de calidad, pero se da por sentado desde ya que el 100 % del personal involucrado ya cuenta con la capacitación primaria requerida por el código. Esto último es importante tenerlo en cuenta cuando se audita el sistema para su certificación ya que si no se verifica la evidencia objetiva de que el personal tiene las competencias técnicas que otorga la capacitación primaria exigida por la ley, es obvio que no podrá identificar todos los peligros de cada fase del proceso, realización de un análisis de peligros y un estudio de las medidas para controlar los peligros identificados (PRINCIPIO 1 - punto 6 del artículo 1) y la evidencia objetiva no es nada más ni nada menos que comprobar que el personal involucrado en el proceso esté "registrado" por la autoridad competente. Este registro significa que aprobó el curso de capacitación primaria con los programas y manuales que el CAA explicita en su artículo 21.
El articulo 19, que en uno de sus puntos menciona: "La Dirección del establecimiento deberá tomar disposiciones para que todas las personas que manipulen alimentos reciban una instrucción adecuada y continua en materia de manipulación higiénica de los alimentos e higiene personal, a fin de que sepan adoptar las precauciones necesarias para evitar la contaminación de los alimentos."
Y el articulo 21 como se mencionara anteriormente, aclara enfáticamente: " La Dirección de la empresa, de acuerdo a lo establecido en la Resolución N° 587/97 (M.S. y A.S.), que ha incorporado al Código Alimentario Argentino, la Resolución GMC 80/96, deberá, dentro del plazo de 1 (uno) año, contado a partir del momento en que las personas obtengan la Libreta Sanitaria, efectuar la capacitación primaria del personal involucrado en la manipulación de alimentos, materias primas, utensilios y equipos a través de un curso instructivo.
El mismo deberá contar como mínimo con los conocimientos de enfermedades transmitidas por alimentos, conocimiento de medidas higiénico-sanitarias básicas para la manipulación correcta de alimentos; criterios y concientización del riesgo involucrado en el manejo de las materias primas, aditivos, ingredientes, envases, utensilios y equipos durante el proceso de elaboración.
Los cursos podrán ser dictados por capacitadores de entidades Oficiales, Privadas o los de las empresas. El contenido de los cursos y los capacitadores deberán ser reconocidos por la Autoridad Sanitaria Jurisdiccional. Esto significa que sólo los Capacitadores autorizados con matrícula, sea de la Ciudad de Buenos Aires, Provincia de Buenos Aires, o de otra Provincia que otorgue matrícula al manipulador de alimentos a través de los respectivos Ministerios de Salud, son válidos para considerar al personal capacitado.
Conclusiones
Si el personal no está capacitado en forma como marca la ley está de más decir que no hay certificación de calidad posible, y en el caso de las empresas que exporten a USA o sean proveedoras de otras que si lo sean, deben colocar el número de matrícula de cada dependiente, incluyendo gerentes y secretarias, en el libro Laboral expedido por la autoridad respectiva, ya que cada matrícula esta otorgada a la persona con un CUIL correspondiente.
La certificación de una Norma o Sistema de Calidad como las descriptas en un comienzo, puede llevar a una confusión a las empresas de alimentos que venden en el mercado interno o que exportan, creyendo que ellas están en condiciones inmejorables cuando realmente no cumple lo mínimo indispensable, y obviamente esto traerá a las Certificadoras de Calidad innumerables problemas con sus clientes ya que sus certificaciones no serán suficientes asegurar la calidad que garantice la inocuidad de los alimentos ante las autoridades locales o para las nuevas certificadoras externas que auditarán a exportadores internacionales o a sus clientes locales o extranjeros que a su vez exporten a USA.
Todo sistema de calidad que se precie de tal, deberá estar basado en principios, políticas, métodos y procedimientos que se ajusten a los objetivos buscados. En el caso de sistemas de calidad que se apliquen a la industria de los alimentos es "conditio sine qua non" elaborar alimentos inocuos y éste debe ser uno de los principios fundamentales. Entre las políticas formuladas para cumplir con este principio podrá estar entre otras, el "cumplir con las regulaciones locales", de lo cual se desprende que los métodos y procedimientos serán los que marca el CAA, en el caso de empresas locales y para las empresas internacionales se le sumarán las políticas corporativas o de su país de origen (la serie ISO lo explicita perfectamente).
Ahora bien, independientemente de las interpretaciones que algunas empresas certificadoras hagan de las regulaciones tanto nacionales como internacionales, el sentido común nos dice que no tomar como una "no conformidad" que alguna persona del plantel, no cuente con la capacitación primaria certificada, es un "peligro" en sí mismo y atenta con el principio del sistema que queremos implementar.
También considero oportuno destacar que la calidad de un alimento nunca podrá ser mejor que la calidad del personal que lo elabora. No tener la gente capacitada y desarrollada en las competencias requeridas para su tarea es un factor de riesgo para que un sistema de calidad logre el objetivo de seguridad e inocuidad de un alimento.
Es de aplicación en industria alimentaria y en todo tipo de industrias que fabriquen materiales en contacto con los alimentos. En él se identifican, evalúan y previenen todos los riesgos de contaminación de los productos a nivel físico, químico y biológico a lo largo de todos los procesos de la cadena de suministros, estableciendo medidas preventivas y correctivas para su control y tendientes a asegurar la inocuidad.
El marco legal
El Código Alimentario Argentino (CAA) en su Capítulo II fija las condiciones generales para el funcionamiento de todos los establecimientos que elaboran alimentos (empresas, instituciones, comedores, productores, etc.) y los comercios de alimentos (casa de negocio con local, depósitos, que almacenen, fraccionen, expendan, importen o exporten, etc.). El artículo 21 de ese capítulo hace especial mención de la capacitación de los manipuladores de alimentos, y el inciso d) del mencionado artículo indica que de acuerdo a lo establecido en la Resolución Nº 587/97 (Ministerio de Salud y Acción Social), se ha incorporado al Código Alimentario Argentino, la Resolución de Grupo Mercado Común (GMC) 86/96.
Dicha Resolución del GMC especifica efectuar la capacitación primaria del personal involucrado en la manipulación de alimentos, materias primas, utensilios y equipos a través de un curso instructivo. El mismo deberá contar como mínimo con los conocimientos de enfermedades transmitidas por alimentos, conocimiento de medidas higiénico-sanitarias básicas para la manipulación correcta de alimentos; criterios y concientización del riesgo involucrado en el manejo de las materias primas, aditivos, ingredientes, envases, utensilios y equipos durante el proceso de elaboración. Este curso para los Manipuladores de Alimentos, tiene el propósito de brindar conocimiento a cualquier persona que manipula alimentos, pero en especial a los profesionales de este oficio, el conocimiento necesario que les facilite aplicar pautas correctas en su trabajo cotidiano. Por otra parte el manual que el capacitador debe entregar a cada participante que se capacita, es también una fuente de consulta permanente sobre los temas del manejo higiénico de los alimentos. El curso debe ser dictado por profesionales inscriptos en el Registro de Capacitadores de Manipuladores de Alimentos, acreditados ante el Gobierno de la Ciudad de Buenos Aires con entrega de certificados expedidos por la Dirección General de Higiene y Seguridad Alimentaria (Decreto 782-GCBA-2001).
También cuentan con la acreditación otorgada por el Ministerio de Salud de la Provincia de Buenos Aires para otorgar el certificado expedido por dicho Ministerio. Cabe Destacar que a partir del 24 de junio de 2010 todos los trámites relacionados con el Departamento de Capacitación Alimentaria se regirán por los términos de la Disposición N º 1834-DGHYSA/10, Boletín Oficial Nº 3447. Ésta deja sin efecto la Disposición Nº 262-DGHYSA/03, por lo que las presentaciones de capacitaciones en Buenas Prácticas de Manipulación de Alimentos ahora se ajustan a la nueva disposición. El certificado que se extiende es de inscripción al registro de manipulador acreditado ante el Gobierno de la Ciudad de Buenos Aires, y posee una duración de 2 años, a partir de su incorporación al mismo.
De esta disposición se desprende que "La capacitación es obligatoria e independiente de la libreta sanitaria, todos los empleados que trabajen manipulando alimentos deben tener el certificado de manipulador, tenga vencida o no la libreta sanitaria."
Las referencias
Ya en agosto del año 2006 la revista ISALUD mencionaba que de acuerdo a la OMS el 80 % de las enfermedades producidas en seres humanos estaban vinculadas directa o indirectamente con los alimentos. Hacía referencia a que en Argentina la mayoría de estas enfermedades no se declaran a la autoridad sanitaria (solo el 1% llegan a la consulta médica).
Por otra parte mencionaba que en las estadísticas del año 1997 se habían estimado casi 600.000 casos de enfermedades causadas por alimentos (20.000 hospitalizaciones). Los costos en salud se calcularon en 8 millones de dólares. También el artículo arrojaba como cifra de letalidad de las enfermedades causadas por alimentos un valor del 1,5 % y los grupos más susceptibles son los niños, adultos mayores e inmuno deprimidos (lo que significaba aproximadamente unas 6.000 muertes al año).
Estadísticamente el 50 % de las enfermedades transmitidas por alimentos (ETA) se originan por malas prácticas de manipulación de alimentos en el hogar. Según estadísticas del año 2009 publicadas por el Ministerio de Salud de la Nación, se producen 1.300 casos de intoxicaciones por alimentos por mes, es decir 10.400 horas hombres como mínimo perdidas por mes en tareas laborales. Y este dato es solamente en consultas e internaciones en Hospitales de la Provincia de Buenos Aires (Clarín, 15 sep.2009), si calculamos que según la OMS sólo el 15% de los casos de intoxicaciones alimenticias terminan en hospitales, quiere decir que el total real de casos es de 8.700 casos, como mínimo, y de 64.700 horas hombre perdidas.
A este dato se le suman, las internaciones por Salmonelosis y por el Síndrome Urémico Hemolítico, que pasan en conjunto los 60 casos por mes en la Provincia de Buenos Aires. Un gran porcentaje de estos casos se produce en los comedores, las escuelas, los restaurantes y los puestos callejeros. El 14% de los casos, según esta estadística, del Ministerio de Salud de La Nación, pertenece a niños entre 2 a 9 años, disminuyendo los grupos a medida que aumenta la edad.
Es de acuerdo a estos datos, que se hace imprescindible la capacitación en el manejo de los alimentos a las personas encargadas de los comedores tanto en escuelas, como en hospitales, guarderías infantiles y centros comunitarios en general. Además, es en el verano, donde se produce un aumento en las ETAs por el calor y la humedad. Es en la Costa Atlántica donde año tras año el riesgo a contraer estas enfermedades transmisibles por los alimentos aumenta, ya que se produce una migración importante de población, tanto para vacacionar como para brindar servicios. La mayoría de las personas que brindan estos servicios lo harán en actividades que directa o indirectamente manipulan alimentos, de allí que es primordial, la enseñanza de estos cursos y además agregar un curso de transmisión de enfermedades como Síndrome Urémico Hemolítico, Salmonelosis, Triquinosis, y otras, que son el flagelo mayor de la temporada.
En el caso de los países desarrollados, y tomando como ejemplo los Estados Unidos de Norteamérica (al solo efecto de un análisis comparativo simple, pero que permite ilustrar la situación), vemos que en ese país con una población de 150 millones de habitantes, 48 millones de personas (uno de cada seis norteamericanos) son afectados por ETAs. De ellos 128.000 son hospitalizados y 3.000 mueren anualmente. Las estimaciones que se han realizado en nuestro país indican que 1 de cada 2 habitantes sufren una ETA y los casos de muertes por esta causa son de aproximadamente 16.000 al año (casi el doble a las muertes producidas por accidente de tránsito que son aproximadamente unas 9.000 al año).
Situación actual en Argentina
El Instituto Argentino para la Calidad con más de 50 años de trayectoria bregando por la calidad en todos los ámbitos, ha enfocado parte de su actividad a esta temática de la seguridad e inocuidad de los alimentos y ha visitado en los últimos meses a numerosas empresas dedicadas a la alimentación y ha encontrado con sorpresa que gran cantidad de ellas han certificado ISO 9001-2008 e inclusive ISO 22000, sin tener capacitado al personal en los cursos de Manipulación de Alimentos.
Como sabemos y de acuerdo al CAA que en su artículo 18, dice específicamente: "La capacitación teórica y práctica respecto de los principios y las aplicaciones del Sistema HACCP constituyen elementos esenciales para que el mismo sea eficaz. Todas las actividades de capacitación deberán registrarse."
Cabe destacar en este punto que por "deberán registrarse" se trata específicamente de que se lleve un registro de quién se capacitó o quien no en los principios y bases del sistema de calidad, pero se da por sentado desde ya que el 100 % del personal involucrado ya cuenta con la capacitación primaria requerida por el código. Esto último es importante tenerlo en cuenta cuando se audita el sistema para su certificación ya que si no se verifica la evidencia objetiva de que el personal tiene las competencias técnicas que otorga la capacitación primaria exigida por la ley, es obvio que no podrá identificar todos los peligros de cada fase del proceso, realización de un análisis de peligros y un estudio de las medidas para controlar los peligros identificados (PRINCIPIO 1 - punto 6 del artículo 1) y la evidencia objetiva no es nada más ni nada menos que comprobar que el personal involucrado en el proceso esté "registrado" por la autoridad competente. Este registro significa que aprobó el curso de capacitación primaria con los programas y manuales que el CAA explicita en su artículo 21.
El articulo 19, que en uno de sus puntos menciona: "La Dirección del establecimiento deberá tomar disposiciones para que todas las personas que manipulen alimentos reciban una instrucción adecuada y continua en materia de manipulación higiénica de los alimentos e higiene personal, a fin de que sepan adoptar las precauciones necesarias para evitar la contaminación de los alimentos."
Y el articulo 21 como se mencionara anteriormente, aclara enfáticamente: " La Dirección de la empresa, de acuerdo a lo establecido en la Resolución N° 587/97 (M.S. y A.S.), que ha incorporado al Código Alimentario Argentino, la Resolución GMC 80/96, deberá, dentro del plazo de 1 (uno) año, contado a partir del momento en que las personas obtengan la Libreta Sanitaria, efectuar la capacitación primaria del personal involucrado en la manipulación de alimentos, materias primas, utensilios y equipos a través de un curso instructivo.
El mismo deberá contar como mínimo con los conocimientos de enfermedades transmitidas por alimentos, conocimiento de medidas higiénico-sanitarias básicas para la manipulación correcta de alimentos; criterios y concientización del riesgo involucrado en el manejo de las materias primas, aditivos, ingredientes, envases, utensilios y equipos durante el proceso de elaboración.
Los cursos podrán ser dictados por capacitadores de entidades Oficiales, Privadas o los de las empresas. El contenido de los cursos y los capacitadores deberán ser reconocidos por la Autoridad Sanitaria Jurisdiccional. Esto significa que sólo los Capacitadores autorizados con matrícula, sea de la Ciudad de Buenos Aires, Provincia de Buenos Aires, o de otra Provincia que otorgue matrícula al manipulador de alimentos a través de los respectivos Ministerios de Salud, son válidos para considerar al personal capacitado.
Conclusiones
Si el personal no está capacitado en forma como marca la ley está de más decir que no hay certificación de calidad posible, y en el caso de las empresas que exporten a USA o sean proveedoras de otras que si lo sean, deben colocar el número de matrícula de cada dependiente, incluyendo gerentes y secretarias, en el libro Laboral expedido por la autoridad respectiva, ya que cada matrícula esta otorgada a la persona con un CUIL correspondiente.
La certificación de una Norma o Sistema de Calidad como las descriptas en un comienzo, puede llevar a una confusión a las empresas de alimentos que venden en el mercado interno o que exportan, creyendo que ellas están en condiciones inmejorables cuando realmente no cumple lo mínimo indispensable, y obviamente esto traerá a las Certificadoras de Calidad innumerables problemas con sus clientes ya que sus certificaciones no serán suficientes asegurar la calidad que garantice la inocuidad de los alimentos ante las autoridades locales o para las nuevas certificadoras externas que auditarán a exportadores internacionales o a sus clientes locales o extranjeros que a su vez exporten a USA.
Todo sistema de calidad que se precie de tal, deberá estar basado en principios, políticas, métodos y procedimientos que se ajusten a los objetivos buscados. En el caso de sistemas de calidad que se apliquen a la industria de los alimentos es "conditio sine qua non" elaborar alimentos inocuos y éste debe ser uno de los principios fundamentales. Entre las políticas formuladas para cumplir con este principio podrá estar entre otras, el "cumplir con las regulaciones locales", de lo cual se desprende que los métodos y procedimientos serán los que marca el CAA, en el caso de empresas locales y para las empresas internacionales se le sumarán las políticas corporativas o de su país de origen (la serie ISO lo explicita perfectamente).
Ahora bien, independientemente de las interpretaciones que algunas empresas certificadoras hagan de las regulaciones tanto nacionales como internacionales, el sentido común nos dice que no tomar como una "no conformidad" que alguna persona del plantel, no cuente con la capacitación primaria certificada, es un "peligro" en sí mismo y atenta con el principio del sistema que queremos implementar.
También considero oportuno destacar que la calidad de un alimento nunca podrá ser mejor que la calidad del personal que lo elabora. No tener la gente capacitada y desarrollada en las competencias requeridas para su tarea es un factor de riesgo para que un sistema de calidad logre el objetivo de seguridad e inocuidad de un alimento.
Esta nota ha sido desarrollada por Dr. Fernando Cardini, Presidente del Instituto Argentino para la Calidad, director académico de la maestría en gestión para la seguridad alimentaria en ISALUD, y coordinador del Comité de bioseguridad y análisis de riesgo de ILSI de Argentina.

Para mayor información:
I.A.P.C.
Montevideo 59 2°D -C1019ABA - Buenos Aires
Tel.: +54 (11) 4383 7598
email: info@iacc.org.ar
web: www.iapc.org.ar





Suscribirse a:
Entradas (Atom)
