










Semillas de Maíz Azul Descripción Fisiológica y Molecular
Tesis de Grado, Dagoberto Durán Hernández

































Cuántas veces desechamos aparatos que creemos que «no sirven más», siendo que la solución del problema es sencilla de realizar.
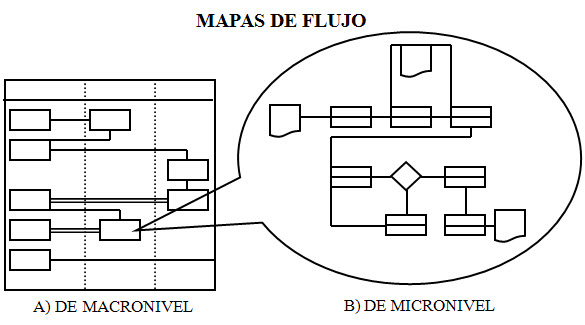
El diagrama de flujo es una herramienta de planificación que se utiliza mucho para ayudar a identificar los clientes.

Table of Contents
Chapter 1. Introduction and General References
Chapter 2. General Considerations in the Application of Organomagnesium Compounds in Organic and Organometallic Synthesis
Chapter 3. Preparation of Organomagnesium Compounds
Chapter 4. Addition of Organomagnesium Compounds to Carbon-Carbon Multiple Bonds
Chapter 5. Addition of Organomagnesium Compounds to Carbon-Nitrogen Multiple Bonds
Chapter 6. Addition of Organomagnesium Compounds to Carbonyl Groups
Chapter 7. Carbophilic Addition of Organomagnesium Compounds to Thiocarbonyl Groups
Chapter 8. Substitution at Carbon by Organomagnesium Compounds
Chapter 9. Carbenoid and Arynoid Reactions of Organomagnesium Compounds
Chapter 10. Reactions of Organomagnesium Compounds with Proton Donors
Chapter 11. Formation of Carbon-Nitrogen Bonds via Organomagnesium Compounds
Chapter 12. Formation of Carbon-Oxygen Bonds via Organomagnesium Compounds
Chapter 13. Formation of Carbon-Sulfur, Carbon-Selenium and Carbon-Tellurium Bonds via Organomagnesium Compounds
Chapter 14. Formation of C'art~on-I-ialogen Bonds via Organomagnesium Compounds
Chapter 15. Synthesis of Organoboron, Organosilicon and Organophosphorus Compounds from Organomagnesium Compounds
Chapter 16. Organomagnesium Compounds in the Synthesis of Other Organometallic Compounds

Electricity has a new little sister: magnetricity.
PYRAMID SCHEME from Science News on Vimeo.

Tabla de Contenidos
Parte I: el arte de organizarse con eficacia
1. Una nueva práctica para una nueva realidad
2. Controle su propia vida: cinco pasos para administrar el flujo de trabajo
3. Poner en marcha los proyectos de forma creativa: las cinco fases de la planificación de proyectos
Parte II: practicar la productividad sin estrés
4. Cómo empezar: establecer el tiempo, el espacio y las herramientas
5. Recopilación: ponerles cerco a las «cosas»
6. Procesamiento: vaciar el «cesto»
7. Organización: crear los recipientes apropiados
8. Revisar: mantener la funcionalidad del sistema
9. Hacer: elegir las mejores opciones
10. Controlar los proyectos
Parte III: el poder de los principios fundamentales
11. El poder del hábito de recopilar
12. El poder de la decisión sobre la acción siguiente
13. El Poder de centrarse en los resultados








Here, we present criteria needed for the intelligent, effective specification of trays for a distillation or stripping column.

Table of Contents
1. Introduction.
2. Conservation of Mass.
3. Conservation of Energy.
4. Entropy: An Additional Balance Equation.
5. Liquefaction, Power Cycles, and Explosions.
6. The Thermodynamic Properties of Real Substances.
7. Equilibrium and Stability in One-Component Systems.
8. The Thermodynamics of Multicomponent Mixtures.
9. The Estimation of the Gibbs Free Energy and Fugacity of a Component in a Mixture.
10. Vapor-liquid Equilibrium in Mixtures.
11. Other types of Phase Equilibria in Fluid Mixtures.
12. Mixture Phase Equilibria Involving Solids.
13. Chemical Equilibrium.
14. The Balance Equations for Chemical Reactors and Electrochemistry.
15. Some Biochemical Applications of Thermodynamics.
Appendix A: Thermodynamic Data.
Appendix B: Computer Programs.




")

Cereals have been of great significance in human history, usually being the first crop to be grown (rather than gathered from the wild) and being the staple food of virtually all people groups until the present day. In New Zealand, the most significant cereal is wheat, which was introduced to New Zealand in the early 1800’s. Wheat is used in the production of products as diverse as glue, licorice and ice cream cones, but most commonly it is ground to extract flour which is then used in baking - particularly the baking of bread.


Table of Contents
1. Toxic Chemical Risk as Science and Social Discourse
2. Environmental Pathways of Toxic Chemicals
3. Dose–Effect: The Foundation of Toxicological Science
4. Human Populations at Risk
5. The Cornerstone of Risk Assessment: Toxicity Testing in Animals
6. The Body’s Defenses against Chemical Toxicity
7. Mechanisms of Chemical Disease
8. Human Health Risk Assessment
9. Ecological Risk Assessment
10. Managing Chemical Risk in North America and Europe


Simulación en Hysys del diseño de una Torre de Destilación usando la herramienta «Short Cut Column» para obtener:


En el presente artículo, se presentan los resultados del Estudio Técnico y posterior implementación del aumento en la capacidad de generación de vapor de una caldera.


 Los quemadores retirados fueron instalados en otra de las calderas, logrando aumentar la capacidad de generación en 3 ton/h, lo que sumado a las 7,6 ton/h aumentadas en la caldera antes descrita, permitieron obtener el vapor para satisfacer el aumento en la demanda.
Los quemadores retirados fueron instalados en otra de las calderas, logrando aumentar la capacidad de generación en 3 ton/h, lo que sumado a las 7,6 ton/h aumentadas en la caldera antes descrita, permitieron obtener el vapor para satisfacer el aumento en la demanda.






Durante el mes de Noviembre del 2010 el precio internacional del azúcar blanco según el contrato N°5 de Londres alcanzó un promedio de 719.5 U$S/Tn,(un 5,35% mayor que el anterior).


Table of Contents
1. How to Use the Handbook J. M. Juran
2. How to Think about Quality J. M. Juran
3. The Quality Planning Process John F. Early and O. John Coletti
4. The Quality Control Process J. M. Juran and A. Blanton Godfrey
5. The Quality Improvement Process J. M. Juran
6. Process Management James F. Riley, Jr.
7. Quality and Income J. M. Juran
8. Quality and Costs Frank M. Gryna
9. Measurement, Information, and Decision-Making Thomas C. Redman
10. Computer Applications to Quality Systems Fredric I. Orkin and Daniel P. Olivier
11. The ISO 9000 Family of International Standards Donald W. Marquardt
12. Benchmarking Robert C. Camp and Irving J. DeToro
13. Strategic Deployment Joseph A. DeFeo
14. Total Quality Management A. Blanton Godfrey
15. Human Resources and Quality W. R. Garwood and Gary L. Hallen
16. Training for Quality Gabriel A. Pall and Peter J. Robustelli
17. Project Management and Product Development Gerard T. Paul
18. Market Research and Marketing Frank M. Gryna
19. Quality in Research and Development Al C. Endres
20. Software Development Lawrence Bernstein and C. M. Yuhas
21. Supplier Relations John A. Donovan and Frank P. Maresca
22. Operations Frank M. Gryna
23. Inspection and Test E. F. “Bud” Gookins
24. Job Shop Industries Leonard A. Seder
25. Customer Service Edward Fuchs
26. Administrative and Support Operations James A. F. Stoner, Charles B. Wankel, and Frank M. Werner
27. Process Industries Donald W. Marquardt
28. Quality in a High Tech Industry M. K. Detrano
29. Automotive Industry Yoshio Ishizaka
30. Travel and Hospitality Industries Patrick Mene
31. Government Services Al Gore
32. Health Care Services Donald M. Berwick and Maureen Bisognano
33. Financial Services Industries Charles A. Aubrey II and Robert E. Hoogstoel
34. Second-Generation Data Quality Systems Thomas C. Redman
35. Quality and Society J. M. Juran
36. Quality and the National Culture J. M. Juran
37. Quality in Developing Countries Lennart Sandholm
38. Quality in Western Europe Tito Conti
39. Quality in Central and Eastern Europe Robert E. Hoogstoel
40. Quality in the United States J. M. Juran
41. Quality in Japan Yoshio Kondo and Noriaki Kano
42. Quality in the People’s Republic of China Yuanzhang Liu
43. Quality in Latin America Marcos E. J. Bertin
44. Basic Statistical Methods Edward J. Dudewicz
45. Statistical Process Control Harrison M. Wadsworth
46. Acceptance Sampling Edward G. Schilling
47. Design and Analysis of Experiments J. Stuart Hunter
48. Reliability Concepts and Data Analysis William Q. Meeker, Luis A. Escobar, Necip Doganaksoy, and Gerald J. Hahn
Appendix I. Glossary of Symbols and Abbreviations
Appendix II. Tables and Charts
Appendix III. Selected Quality Standards, Specifications, and Related Documents
Appendix IV. Quality Systems Terminology
Appendix V. Quality Improvement Tools

Los microorganismos que usemos deberán cumplir dos funciones. Por un lado han de tener función indicadora, ya que pueden indicar el funcionamiento de un proceso o algunos que pueden usar como trazadores, ya que pueden indicar la presencia de contaminaciones. Además, deberán ser índices, que estén relacionado con aspectos sanitarios. Pueden estar vinculados a patógenos. En ocasiones ambas funciones se mezclan. Veremos en primer lugar los indicadores de calidad de los alimentos.
Indicadores de calidad en alimentos| E.faecalis | En humanos sobre todo, pero también en animales. |
| E.faecium | En humanos y animales, pero principalmente animales. |
| E.durans | En humanos y animales, pero principalmente animales. |
| E.gallinarium | En aves de corral, como gallinas y pollos |
| E.cecorum | En pollos |
| E.columbae | En palomas |
| E.avium | En aves, pero también en algunos mamíferos |
| E.saccharolyticus | En vacas |
| E.casseliflavus | En comunidades vegetales y forrajes, y en suelos. |

Aromatic Oil Distillation Plant for distilling the aromatic grasses like Lemon Grass, Palmarosa, Citronella, Davaa, patchouli, Geranium, Tulasi, Vetiver,Rose and from many herbs, etc.








